
搅拌摩擦焊在多个领域都有广泛的应用,包括航空工业、船舶工业、铁路及公路、电子行业等。在航空工业中,它被用于轻质铝合金飞机的载重梁、地板、机身、机翼、蒙皮等结构件的焊接。在船舶工业中,搅拌摩擦焊技术被用于制造渔船上的冷藏箱板、高速货船的甲板、侧墙及船体的内部结构件。在铁路及公路领域,搅拌摩擦焊技术已成...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
搅拌摩擦焊设备日常检查 搅拌摩擦焊设备的正确使用维护能有效提升设备寿命,而定时检查能及时发现问题进行维护,使设备能更好地运行。 四、月检查【每160小时】 1、将各轴移动到极限位置检查导轨防护罩的情况并清理干净; 2、检查电机上有无油脂覆盖和酸碱化学物品侵蚀现象; 3、检查暴露在外的电缆有无损害、松动现象。 五、半年检查【每1000小时】 1、检查丝杠运行情况及X、Y、Z轴的线性轴承的润滑情况; 2、丝杠:如果发生故障和损坏需要及时联系丝杠供应商; 3、润滑:填充润滑油润滑X、Y、Z轴的丝杠螺母; 4、拖链:检查拖链的导线管的磨损情况并及时维修或更换。 六、年检【每2000小时】 1、主轴轴承的润滑情况; 2、检查电气伺服触点运行情况,必要时要及时更换; 3、检测控制面板的线路,确保所有绝缘线路连接完好。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。让成千上万的客人认识到搅拌摩擦焊这种新技术,他们对搅拌摩擦焊实现的效果赞不绝口。珠海搅拌摩擦焊搅拌头材料
搅拌摩擦焊
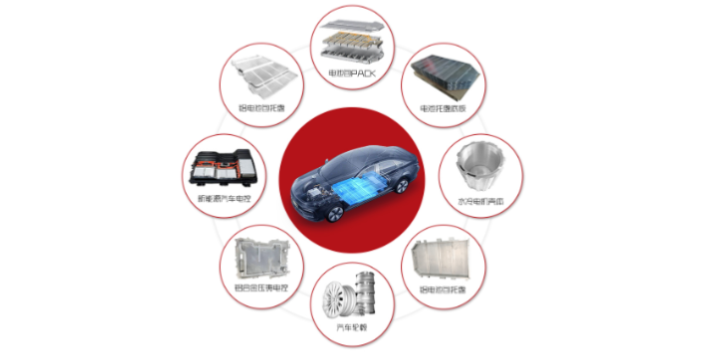
节能环保是汽车制造业的大势所趋,解决汽车高排放ZUI 直观的方式是车身轻量化。铝作为地球上含量ZUI多的金属材料,其密度为铁的1/3.虽然纯铝的强度很低,但是随着强度足以和普通钢材相媲美的铝、铜、铝镁及铝硅等铝合金材料的不断开发,铝被认为是未来车身的重要材料。但另一 方面,铝很活泼,在特定条件下甚至能在空气中燃烧。在大气环境下,铝和铝合金表面始终有一层致密的氧化膜,加 铝/铝合金优良的导热性,使得铝和铝合金的焊接尤为困难。 而且,在铝/铝合金爆化焊过程中,由于大的热输入量,使得热应变非常严重。这些都限制了铝和铝合金的应用。搅拌摩擦焊是一种在机械力和摩擦热共同作用下的固相连接方法,正好避免了铝合金的以上问题,现在已经被应用到新能源汽车等轻量化需求的焊接。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。肇庆轴搅拌摩擦焊焊威与赛福斯特合作研发新技术,向着国内外具备影响力的搅拌摩擦焊接加工服务商迈步。

搅拌摩擦焊接常见表面缺陷及对策 3.限制线精加工: 表面起皮或起丝呈皮状或丝状出现在焊缝的表面。该缺陷的产生是大量的金属摩擦产热,积累于焊缝的表层金属,使得表层的局部金属达到熔化状态,在焊接过程中逐渐冷却呈皮状或丝状分布于焊缝表面。 控制措施:优化焊接参数,降低转速,提高焊速。 4、表面鼓皮: 表面鼓皮通常在FSW焊后热处理之后出现,位于焊缝表面0.3mm以内的杂质鼓包。焊缝鼓包是由于焊缝表面氧化膜夹杂在热处理过程中由于温度的升高,杂质物分解膨胀造成。 控制措施:焊前将氧化膜或油污清理干净。 5、背部焊瘤: 背部焊瘤表现为焊缝背部的金属向外凸出。形成的原因是由于搅拌针顶部与焊缝底部的间隙过小,或产品装配时,焊缝底部存在较大间隙,导致焊接过程中,搅拌针的轴向挤压力挤压底部的金属向焊缝底部凸出,呈现焊瘤状。 控制措施:保证被焊材料与工装良好贴合,保证间隙尽量小,稍微减小搅拌针的长度。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。
为了降低汽车重量,但不降低汽车刚度,所以汽车用铝中通常添加强化元素(如Mg),在熔化焊接中,由于电弧的焊接温度比较高,所以很容易发生强化合金元素烧失,从而造成焊缝强度以及整车性能降低;而采用搅拌摩擦焊技术,由于焊接温度比较低,所以基本上不存在元素烧失问题;另外,采用搅拌摩擦焊焊接铝合金不会产生热裂纹和液化裂纹等在熔化焊接中经常出现的缺陷。 搅拌摩擦焊技术是一种性能优异、操作简单的机械化连接方法,基于搅拌摩擦焊技术的诸多优点和易于实现自动化和生产的规模化,搅拌摩擦焊技术被认为是焊接铝及其合金的连接方法,在汽车制造工业中有着的应用前景。 铝合金汽车零件的搅拌摩擦焊: 目前,对于搅拌摩擦焊技术在汽车制造业中的应用主要包括以下几个方面得合金车器的缆掉摩擦溢、大型挤压成型件的搅拌摩擦焊拼接、缝合坯料的搅拌厚擦焊接、泡沫铝材的搅拌降蒸焊接以及聚汽车零部件的装配。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。搅拌摩擦焊接气密性好,连接强度高,焊接的产品可达母材的机械性能指标。
搅拌摩擦焊接常见表面缺陷及对策 搅拌摩擦焊常见的FSW表面缺陷有表面沟槽、飞边、表面起皮、底部焊瘤等,本文为您详解各种表面缺陷的成因及控制措施。 1、表面沟槽 表面沟槽又称犁沟缺陷,它往往出现在焊缝的上表面,偏向于焊缝的前进边呈沟槽状。其原因是由于焊缝周围的热塑性金属流动不充分,焊缝的塑性金属无法充分填充搅拌针行进过程中留下的瞬时空腔,从而在焊缝靠近前进边的位置形成表面沟槽。 控制措施:增大轴肩直径,增大压力,降低焊接速度。 2、飞边毛刺 飞边毛刺出现在焊缝的外边缘,呈波浪形,返回边的飞边往往比前进边大。此种缺陷是由于旋转速度和焊接速度的匹配不当,在焊接过程中,下压量过大,会形成大量的飞边。 控制措施:优化焊接参数,减少下压量。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。焊威共享智造为新能源汽车、铝合金压铸件、水冷板、轨道交通、船舶等领域提供了技术解决方案与服务。广东铝板搅拌摩擦焊价格
填补了国内空白,满足了航空航天行业装备的需求,也实现了新能源汽车与铝压铸件水冷板行业的需求。珠海搅拌摩擦焊搅拌头材料
搅拌摩擦焊焊缝应力低、变形小。 搅拌摩擦焊接温度低于常规熔焊方法,焊接过程中没有材的凝固收接头的残余应力低,焊接结构的变形小,其主要原因是焊接过程中搅拌工具的轴肩和搅拌上特殊设计言三位移沟槽和螺纹对焊缝区域的材料实施动态锻压作用,进一步降低了焊缝区域的残会|力和结构变形。 搅拌摩擦焊是自动化焊接工艺、生产效率高。 搅拌摩擦焊的施焊条件是具有机床设备类似的运动伺服以及焊接参数的传感、设置和控制。焊接过程类似于铣床机械加工,焊接参数容易实现直接的测量和控制。非常适合自动化焊接。产品生产不需要严格的焊接工人培训和认证,只需要简单的数控操培训就可以从事批量化的工业产品生产。 焊接生产效率由设备的运动控制决定,对于薄板铝合金材料如,2mm的661lAL材料,焊接速度可以达到6m/min。而且,搅拌摩擦焊接深度直接由搅拌工具的搅拌针的长度决定。对于厚度0.5~100mm 的铝合金板材,搅拌摩擦焊可以一次单道实现焊接,与普通熔焊工艺相比较,生产效率可以提高5~10倍。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。珠海搅拌摩擦焊搅拌头材料
广东焊威新能源设备有限公司是以提供搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接为主的其他有限责任公司,焊威新能源是我国机械及行业设备技术的研究和标准制定的重要参与者和贡献者。公司承担并建设完成机械及行业设备多项重点项目,取得了明显的社会和经济效益。多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。
与搅拌摩擦焊相关的文章

开平电机壳搅拌摩擦焊公司
- 广东气密性搅拌摩擦焊厂家 2024-03-11
- 新会区进口搅拌摩擦焊厂 2024-01-29
- 佛山哪里有搅拌摩擦焊代理 2024-01-12
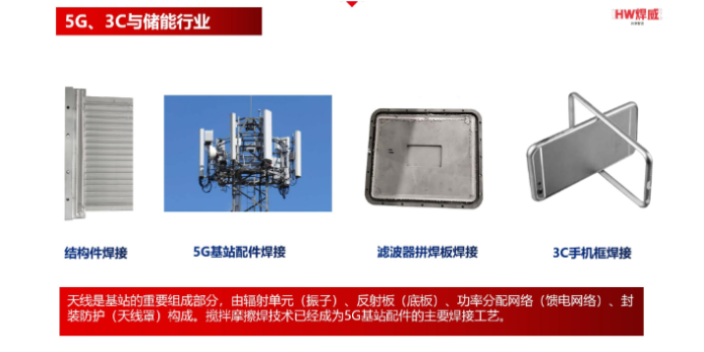
- 广州5G反射板搅拌摩擦焊技术 2024-01-11
- 深圳搅拌摩擦焊论坛 2024-01-10
- 广东搅拌摩擦焊产品推荐 2024-01-09
- 东莞供应商搅拌摩擦焊报价行情 2024-01-08
- 广州搅拌摩擦焊编程 2024-01-05
- 东莞搅拌摩擦焊设备供应 2024-01-04
- 揭阳新能源搅拌摩擦焊哪家好 2024-01-03
- 珠海铝型材搅拌摩擦焊解决方案 2024-01-02
- 肇庆电池托盘搅拌摩擦焊哪家好 2024-01-01
与搅拌摩擦焊相关的产品


与搅拌摩擦焊相关的新闻
-
江海区哪里有搅拌摩擦焊服务 2023-11-27 03:09:53水冷板该如何选择焊接工艺,汇创达·焊威采用搅拌摩擦焊工艺。搅拌摩擦焊的优点:可提高热处理铝合金的接头强度;焊接前铝合金无需表面去膜,焊接过程中无需惰性气体保护;没有气孔出现;较小的焊接变形;无需其他材质焊料。水冷板是新能源汽车热管理系统的重要组成部件,搅拌摩擦焊工艺是水冷板加工时常用的,他焊接强度高...
-
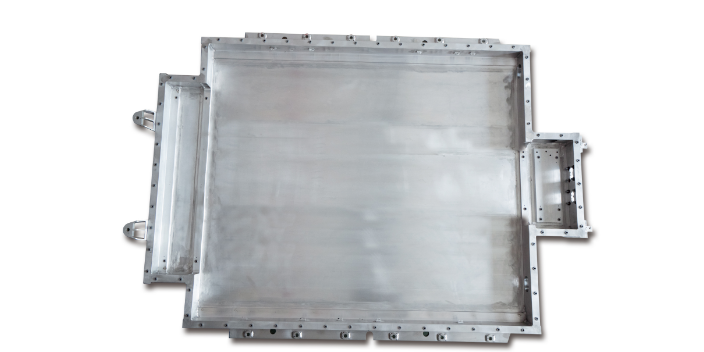
珠海电机壳搅拌摩擦焊厂 2023-11-24 01:07:30动力电池包PACK箱体FSW搅拌摩擦焊材料技术的进步使铝合金材料得到了快速发展,迄今已经发展出航空铝合金、宇航铝合金、装甲铝合金、铝基复合材料等不同系列和品种。在通常情况下,对于这些先进的铝合金材料,制造工艺一般不推荐甚至禁止使用熔焊进行连接。但是搅拌摩擦焊可以焊接所有系列的铝合金 对于所有系列的铝...
-
广东铝型材搅拌摩擦焊解决方案 2023-11-23 12:06:41搅拌摩擦焊作为一种固相连接技术,在1991年由英国焊接研究所发明。此后,搅拌摩擦焊以任何一种焊接方法都无可比拟的发展速度,迅速走出实验室,在国际工业制造领域得到大规模工程化应用,譬如船舶、轨道列车、航天、航空、汽车、兵器、电子电力等。目前,搅拌摩擦焊已成功实现铝、镁等低熔点金属及合金、铜合金、钛合金...
-
肇庆铝型材搅拌摩擦焊解决方案 2023-11-22 03:10:08动力电池包PACK箱体FSW搅拌摩擦焊材料技术的进步使铝合金材料得到了快速发展,迄今已经发展出航空铝合金、宇航铝合金、装甲铝合金、铝基复合材料等不同系列和品种。在通常情况下,对于这些先进的铝合金材料,制造工艺一般不推荐甚至禁止使用熔焊进行连接。但是搅拌摩擦焊可以焊接所有系列的铝合金 对于所有系列的铝...
与搅拌摩擦焊相关的问题
与搅拌摩擦焊相关的标签
新闻资讯
产品推荐
-
铝铸件储能电池包箱体公司
2024-11-07 -

定做水冷板产品介绍
2024-11-06 -

本地电控24小时服务
2024-11-05 -

铝合金电控服务电话
2024-11-04 -

铝铸件电控选择
2024-11-01 -

水冷板储能电池包箱体诚信合作
2024-10-31 -

固定铝型材工艺
2024-10-30 -

固定铝型材服务
2024-10-29 -

省电铝型材价格
2024-10-28