噪音测试工序的声学测量分析软件具备实时频谱分析功能,可同时显示 1/1、1/3、1/12 倍频程频谱图,采样数据更新率达 10 次 / 秒,便于观察噪音随时间的变化趋势。系统支持声压级、声功率级、A 计权声压级等多种声学参数的同步测量,测量范围覆盖 20dB-140dB,精度等级达 1 级,满足汽车行业严苛的测量要求。测试舱内安装空调工况模拟装置,可调节测试环境的温度(-10-50℃)与湿度(20-90% RH),模拟新能源车在不同气候条件下的使用场景,整体评估空调的噪音性能。麦克风校准采用标准声源定期校准,校准周期可设置为每天或每周,校准过程自动完成并生成校准报告,确保测量数据的准确性与溯源性。测试数据可与产品设计阶段的仿真数据进行对比分析,计算偏差值并生成改进建议,助力空调噪音优化设计的迭代升级。倍速链变频调速启动平稳,无冲击减工件晃动。深圳热管理系统HVAC汽车空调智能装配检测产线安装

自动涂油工序为空调关键部件的密封与润滑提供保障,采用高精度定量涂油系统实现智能化操作。产线配备伺服驱动的精密涂油机器人,末端搭载非接触式喷射阀与接触式涂抹头,可根据不同部件需求切换涂油方式。涂油前,激光轮廓传感器扫描工件待涂区域,生成三维轮廓数据,系统据此规划涂油路径与剂量参数,涂油量控制精度达 ±0.01ml。对于密封圈安装槽等精细部位,采用微量喷射技术实现均匀布油;对于轴承等转动部件,则通过接触式涂抹确保润滑覆盖准确。涂油完成后,视觉检测模块立即检查涂油轨迹与厚度,若存在断油、积油等缺陷,自动标记并触发返工流程。该工序将涂油一致性提升至 99.8%,大幅降低因润滑不良导致的空调运行异响问题。广州新能源HVAC汽车空调智能装配检测产线售后服务流量测试自动量程切换,全范围高精度测量。

人工装配线束工位的照明系统采用可调色温 LED 灯,色温可在 3000K-6500K 范围内调节,照度达 500-1000lux,满足不同线束颜色与精细操作的照明需求。工位配备无线呼叫系统,当操作人员遇到问题时,按下呼叫按钮即可通知班组长,同时在 MES 系统中记录呼叫原因与处理结果,用于优化工序安排。线束防错系统与设计 BOM 实时同步,当设计变更时,系统自动更新防错参数,避免使用旧版本数据导致的错装问题。操作人员配备智能手环,实时监测操作时间与动作规范性,当出现操作超时或异常动作时,手环震动提醒,同时在显示屏上显示标准操作指导,帮助操作人员及时纠正,将装配一致性提升至 99.8%。工作台下方安装抽屉式物料盒,采用条码定位技术,取用物料时自动点亮对应料盒指示灯,减少找料时间。
噪音测试工序的隔音舱内壁采用楔形消声结构,对 200-10000Hz 频率的噪音吸收系数达 0.9 以上,确保测试环境的低背景噪音水平。舱内安装气流静音装置,将测试所需的气流扰动噪音控制在 20dB 以下,避免对空调运行噪音产生干扰。测试数据采集采用 24 位高精度声卡,动态范围达 120dB,可捕捉微弱的异响信号。系统开发了 AI 噪音分类模型,通过机器学习识别风机噪音、电机噪音、气流噪音等不同类型的噪音特征,自动判断噪音是否符合标准,并分析超标原因,如叶轮不平衡、风道设计缺陷等。测试报告包含噪音频谱图、声压级曲线、噪音源定位图等多维数据,支持 PDF、Excel 等多种格式导出,为设计部门提供直观的优化依据,使新能源车空调噪音水平控制在 35dB (A) 以下的行业标准。流量测试风道光滑处理,粗糙度 Ra≤0.8μm。

流量测试系统的风道出口安装压力扫描阀,可同时测量多个出风口的静压与总压,计算出每个出风口的风量分配比例,评估空调送风的均匀性。扫描阀的测量精度达 ±0.2Pa,采样频率达 100Hz,确保快速捕捉风量动态变化。系统软件具备风道阻力计算功能,根据测得的风量与压力损失数据,自动计算风道的阻力系数与局部阻力系数,为风道结构优化提供量化依据。测试平台采用可升降设计,高度调节范围为 500-1500mm,适应不同尺寸空调的测试需求,调节精度达 ±1mm。设备配备安全防护装置,当检测到风道压力异常升高(超过设定值 1.5 倍)时,自动打开泄压阀并停机,防止设备损坏。测试完成后,系统自动生成流量测试报告,包含各出风口风量、风速、总风量、阻力系数等参数,报告格式符合 ISO 5801 通风机性能测试标准。气密性测试多通道同步检测,泄漏率可以达到 0.1ml/min。上海稳定HVAC汽车空调智能装配检测产线售后服务
自动涂油轨迹由 CAD 导入,复杂曲面分段准确涂覆。深圳热管理系统HVAC汽车空调智能装配检测产线安装
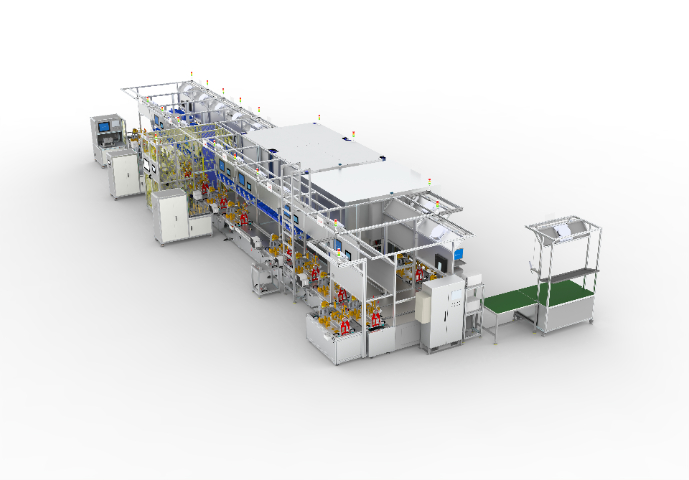
该 HVAC 汽车空调智能装配检测产线专为新能源车设计,关键传送系统采用倍速链自动传送技术,为全流程高效运转奠定基础。倍速链由特制链条、驱动装置及支撑导轨组成,通过链条与工装板的摩擦传动实现工件输送,其 “倍速” 特性体现在链条运行速度与工装板移动速度的差值上,可根据工位需求灵活调节传送效率。工装板上集成高精度定位销与传感器,确保空调总成在各工位准确停靠,定位误差≤±0.5mm。当工件到达工位时,气动阻挡器自动升起固定工装板,完成操作后快速放行,整个传送过程响应时间<0.3 秒。配合产线节拍优化算法,倍速链可动态调整运行速度,在保证各工位充足操作时间的同时,实现 CT 时间<65S 的高效目标,有效解决传统传送带速度固定导致的节拍失衡问题。深圳热管理系统HVAC汽车空调智能装配检测产线安装