- 品牌
- 安宇泰
- 加工类型
- 激光切割,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,有机玻璃,PVC板,PCD、PCBN、陶瓷、硬质合金、不锈钢、热处理钢、钼等
- 年最大加工能力
- 5000000
- 年剩余加工能力
- 4000000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,仪表,模具,用于半导体加工真空板,精密道具,各类精密喷嘴,相机模组夹具等
- 打样周期
- 4-7天
- 加工周期
- 8-15天
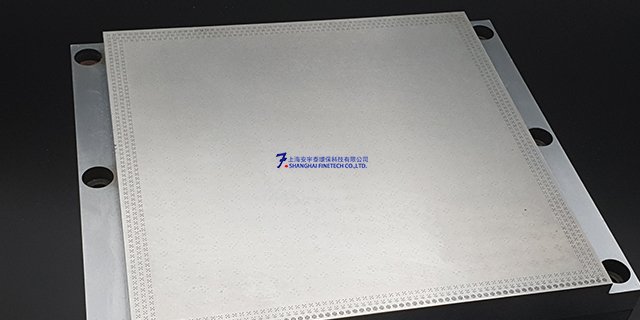
飞秒激光钻孔方法是将飞秒激光聚焦于材料表面,通过激光脉冲在极短的时间内(10^-15秒)产生的强度电磁场,使材料内部的分子键断裂,从而实现高精度、高速度的钻孔过程。该方法具有加工精度高、热影响区小、材料损伤轻等特点,适用于加工高熔点、高硬度、脆性材料。具体步骤如下:1.准备材料:确保材料表面清洁,无油污、水分等杂质。2.设定参数:根据材料种类和钻孔要求,调整激光功率、频率、脉冲宽度等参数。3.聚焦激光:将激光束聚焦至所需钻孔位置。4.开始钻孔:启动激光器,使激光脉冲作用于材料表面,进行钻孔。5.监测过程:通过摄像头观察钻孔过程,确保钻孔质量。6.结束钻孔:达到预定深度后,关闭激光器,完成钻孔。7.清理孔洞:使用适当工具清理孔洞内残留的粉末或碎屑。飞秒激光切割可直接对玻璃、硅片、不锈钢等材料做激光划线、刻槽、刻蚀等处理,至小线宽小于10微米。广东高精度飞秒激光切割
飞秒激光切割技术具有以下优势:1.高精度:飞秒激光的脉冲宽度极短,能够实现极高的加工精度,适合对微细结构进行精确切割。2.高质量切割边缘:由于飞秒激光的热影响区域非常小,切割边缘不会产生热损伤,从而得到光滑无毛刺的切割表面。3.适用材料广:飞秒激光可以用于切割多种材料,包括金属、陶瓷、玻璃、复合材料等,且对材料的硬度和熔点没有严格限制。4.非接触式加工:飞秒激光切割是一种非接触式加工方式,不会对材料产生机械压力,避免了材料变形或损坏的风险。5.微细加工能力:飞秒激光能够实现微米甚至纳米级别的加工,非常适合精密零件和微电子领域的应用。6.环保无污染:飞秒激光切割过程中不产生有害气体或粉尘,是一种清洁的加工方式,对环境友好。7.自动化程度高:飞秒激光切割系统通常配备先进的控制系统,可以实现高度自动化操作,提高生产效率。8.可编程性:飞秒激光切割可以精确控制切割路径和深度,易于与计算机辅助设计(CAD)和计算机辅助制造(CAM)系统集成,实现复杂形状的编程切割。半导体飞秒激光MLCC轮刀飞秒激光能量传输时间极短,加工过程中不会产生热效应。

飞秒激光加工方式是一种利用超短脉冲激光进行材料加工的技术。这种激光脉冲的持续时间极短,通常在飞秒(1飞秒等于10^-15秒)量级。飞秒激光加工具有极高的峰值功率和极短的脉冲宽度,能够在极短的时间内将能量高度集中于材料的微小区域,从而实现精确的材料去除或改性,而不会对周围材料造成热损伤或机械应力。这种加工方式适用于各种材料,包括玻璃、陶瓷、金属和聚合物等,广泛应用于微细加工、精密制造、医疗设备制造和科研领域。
飞秒激光(femtosecondlaser)是指时域脉冲宽度在飞秒(10-15秒)量级的激光,在时间分辨率上属于超快激光(ultra-fastlaser)。有别于连续波激光(CWLaser),飞秒激光属于脉冲激光(pulsedlaser),由于此类型的激光并非只涵盖单一波长的激光光,因次会使用中心波长来描述它的激光光频率。飞秒脉冲激光通常利用锁模技术来实现,其中常用的增益介质(gainmedium)为谱线很宽的钛宝石晶体,例如:钛蓝宝石激光(Ti-sapphirelaser)[1]。应用[编辑]飞秒激光可以用在聚合物加工、医学成像及外科医疗上。飞秒激光现已是目前21世纪发展起来的眼科手术,例如:激光的LASIK,可利用飞秒激光制作角膜、辅助白内障手术(FLACS)透过飞秒激光进行晶状体前囊膜环形切开及预劈核。除此之外,也可被应用在固态物理的研究上,例如:透过飞秒激光激发探测技术(pump-probetechnique)可以根据时间解析光谱(time-resolvedspectroscopy)分析晶体被激发后数个皮秒内能量转移过程,另外亦可以分析其衍射或者萤光光谱图。飞秒激光加工技术可对PCD、PCBN、陶瓷、硬质合金、不锈钢、热处理钢、钼等各种材质的产品进行细孔加工。
飞秒激光切割技术具有以下优点:1.高精度:飞秒激光的脉冲宽度极短,可以实现极高的加工精度,适合精细加工和微细结构的制作。2.高质量切割面:由于飞秒激光的热影响区域非常小,切割过程中产生的热损伤和热变形可以忽略不计,从而获得光滑无毛刺的切割面。3.适用材料广:飞秒激光可以用于切割多种材料,包括金属、陶瓷、玻璃、塑料等,甚至一些传统方法难以加工的材料。4.非接触式加工:飞秒激光切割是一种非接触式加工方式,不会对材料产生机械压力,避免了材料变形或损坏的风险。5.自动化程度高:飞秒激光切割系统通常配备先进的计算机控制系统,可以实现高度自动化操作,提高生产效率。6.环保:飞秒激光切割过程中产生的废料和粉尘较少,对环境的影响小,是一种相对环保的加工方式。飞秒激光具有极短的脉冲宽度,较宽的光谱范围以及极高的瞬时峰值功率,相较于长脉冲激光。北京工业飞秒激光
飞秒激光通过透镜聚焦激光可获得高激光强度,因此只能在焦点附近形成微结构。广东高精度飞秒激光切割
飞秒激光是一种利用超短脉冲激光技术的激光器,其脉冲宽度通常在飞秒(1飞秒等于10^-15秒)量级。这种激光器的原理基于锁模技术,通过一系列光学和电子技术手段,使得激光器发出的光脉冲非常短且能量集中。飞秒激光的工作原理主要包括以下几个步骤:1.激光增益介质:首先,通过一个增益介质(如钛宝石晶体)来产生激光。在增益介质中,通过泵浦源(如闪光灯或激光二极管)激发电子从低能级跃迁到高能级,从而产生受激发射。2.锁模:为了获得极短的脉冲,需要使用锁模技术。锁模是通过在激光腔内引入一个能够控制光脉冲相位的装置(如SESAM,即半导体饱和吸收镜),使得腔内不同频率的光波以特定的方式相互作用,从而产生一系列相位锁定的超短脉冲。3.脉冲压缩:产生的超短脉冲通常包含较宽的光谱,通过色散介质(如棱镜或光栅对)可以对脉冲进行压缩,减少脉冲宽度,提高脉冲的峰值功率。4.输出:压缩后的超短脉冲通过输出耦合器离开激光腔,形成飞秒激光输出。飞秒激光由于其极短的脉冲宽度和极高的峰值功率,使得它在材料加工、生物医学成像、精密测量和基础物理研究等领域有着广泛的应用。广东高精度飞秒激光切割
- 广东韩国加工飞秒激光加工 2026-06-05
- 北京半导体飞秒激光薄膜芯片 2026-06-01
- 上海飞秒激光精密制造 2026-02-28
- 上海飞秒激光研磨 2026-02-14
- 高效飞秒激光MLCC 2026-01-14
- 工业飞秒激光打孔 2026-01-06
- 广东半导体飞秒激光小孔 2026-01-05
- 代工飞秒激光异形孔 2026-01-04
- 高精密飞秒激光抛光 2025-12-29
- 上海半导体飞秒激光覆膜贴合工具 2025-12-25
- 广东韩国技术飞秒激光超精细 2025-12-22
- 北京高精密飞秒激光抛光 2025-12-19



