
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
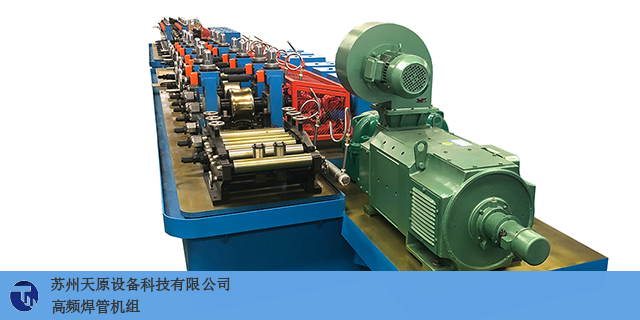
焊管机组还得了解相关的技术,比如高频焊。它的定义,高频焊(high-frequencywelding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专门设备。生产率高,焊接速度可达30m/分钟。主要用于制造管子时纵缝或螺旋缝的焊接焊管机组售后问题找谁呢?制造焊管机组价格合理
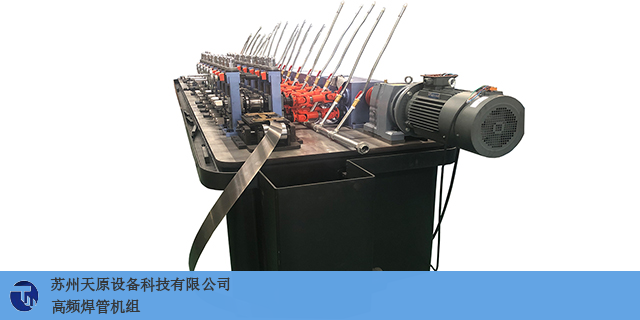
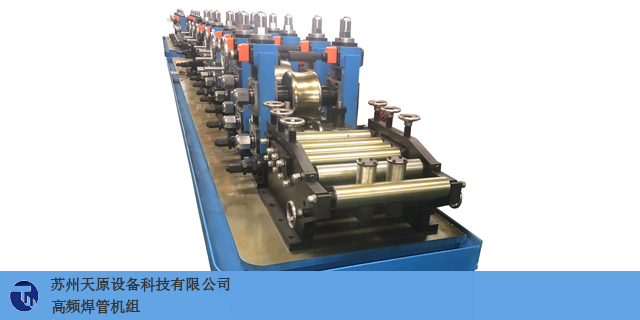
焊管机组
选用优良的正反面电弧焊,可使焊和保持在好的位置,不易出现边缘偏移、焊和误差、焊缝不完整等现象,焊和质量易于控制,对高频焊管进行100%的产品质量检验,合理检验和网络监控钢管生产的过程,合理确保产品质量,生产线的机器设备都有与计算机数据采集系统连接的功能,能够迅速保持传输数据。高频焊管有哪些优点?与无缝管相比较,高频焊管生产具有连续性强、效率高、成本低的特点,焊管在整个管道中的比重也在增加,高频焊管的生产从生产效率和经济效益来看,具有没污染、低噪声的特点,不产生废水和废气,生产中采用循环水冷,节省人力,单班需要5-8人就可以了。在使用方面,随着焊管焊和质量和无损检测的升高,焊管的使用越来越受欢迎,逐渐取代了无缝钢管,焊管的增长速度比无缝钢管快。高频焊管工艺在许多方面都有优势,对管坯材质和钢管规格尺寸的适应性较广,高频焊管不但可以升高焊和速度,同时可以获得热影响区小及烧透性良好的焊缝。高频焊管机组可以正常生产异性管,同时生产更多的方、矩形管,由于方形和矩形管具有较大的截面模数,可以承受较大的弯曲力,节省大量金属,节省加工时间,减轻部件重量,因此在工农业各个方面都有普遍的应用。山东直销焊管机组售后保障焊管机组厂家还有哪些产品?

焊管机组是和直接的焊管区别还是很大的,直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。图片图片直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管机组立辊找正立辊找正可分为三步进行:第一步先确定各组立辊的开口间隙,也就是两立辊的轴间距然后找好每组立辊的中心位置;atlast是调整立辊的高度。立辊的开口间隙,以孔型设计时的变形开口宽度为依据,然后再收缩5mm左右为宜,收缩量太大时,会加快立辊孔型上边缘的磨损.同时亦增加了设备的负荷。立辊的中心要与平辊找正同时进行.以保证平辊立辊的中心位置都在同-一个中心线上。立辊孔型的中心线找完后,便可以将钢丝线降落在平辊孔型的底径位置上,开始找立辊的高度。立辊的高度以立辊孔型下边缘与钢丝线的高度相符为准,成型前几道立辊的高度,要根据立辊下辊环切除量的工艺参数而定。什么,焊管机组还有这些分类!

焊管与焊管机组是不一样的,焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效,品种规格多,设备少,但一般强度低于无缝钢管。1、焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。而且,相对而言,较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊2、按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。3、按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。4、按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。焊管机组前沿的技术说明。制造焊管机组价格合理
高频焊管机组与焊管机组是不一样的。制造焊管机组价格合理
焊管机组的找正,孔型找正是调整工作的第一步,找正时可选用φ0.5mm的钢丝线一根,以成型机的喂入轮到定径机的校直辊为基本长度,确定好轧制线的中心位置后,将钢丝线拉紧固定,钢丝线的高度位置要略高于平辊底径部位2mm以上,这样可以防止钢丝线与孔型弧面接触而影响孔型的找正效果。这条钢丝线就是孔型找正时的中心基准线。平辊找正平辊的找正方法有两种:一种是根据各道孔型轧辊的厚度不同,配置了不同厚度的固定垫套,但是这种找正方法,在等部件加工精度达不到要求时,组装后容易产生累计误差,直接影响着孔型找正的效果。二是用锁母配合调整轧辊在轴上的位置,使每道轧辊的孔型中心都能够与中心线重合。孔型中心的定位是用专门样板检查。检查时,将样板放人被找正的孔型内,然后缓慢抬起上端,当钢丝线能够顺利地落人样板的中心精内,便说明孔型的中心位置正确,否则就需要做轴向移动调整。这是一种比较简单的找正方法。制造焊管机组价格合理
焊管机组选择哪一种轧制底线,要根据焊管规格、机组状况、管坯材质以及焊管机组正常生产速度等因素而定,一般可遵循下列四条基本原则:(1)管径壁厚比(D/T比)原则;(2)机组原则,有些焊管机组的下轴标高是不可调的,因此通常只能按水平轧制底线布辊。;(3)管坯材质原则,要求根据管坯强度高低、软硬等选择轧制底线。当生产高qiang度焊管时,定径段提倡选用“上凸”或者“水平+上凸”轧制底线,这样矫直就会少走弯路,也会更顺利;(4)速度原则,正常生产时,焊接速度较快的机组,定径轧制底线上凸要比速度慢的机组大一点,反之要小一点。因为速度慢的机组,焊管冷却时间和在定径机中受到矫直力作用的时间都比速度快的机组要...
- 湖北焊管机组 2024-05-08
- 福建直销焊管机组保养 2024-05-07
- 河北先进焊管机组价格合理 2024-05-06
- 山东直销焊管机组检查 2024-05-06
- 湖北先进焊管机组市场 2024-05-05
- 甘肃自动化焊管机组厂家报价 2024-05-05
- 吉林制造焊管机组质量保障 2024-05-04
- 江西好的焊管机组质量保障 2024-05-04
- 辽宁好的焊管机组市场 2024-05-03
- 性能优良焊管机组质量保障 2024-05-03

- 湖南正规焊管机组经验丰富 2024-04-23
- 上海性能优良焊管机组产品介绍 2024-04-21
- 湖南制造焊管机组质量保障 2024-04-20
- 福建直销焊管机组哪家好 2024-04-20
- 安徽销售焊管机组市场 2024-04-19
- 河南销售焊管机组哪家好 2024-04-19






- 重庆圆管焊管设备 05-12
- 吴江关于焊管设备售后 05-11
- 耐用性高焊管设备服务放心可靠 05-11
- 重庆焊管设备品牌 05-10
- 高频焊管设备欢迎咨询 05-10
- 常州提供焊管设备供应 05-09
- 河北焊管设备型号如何选择 05-09
- 河南销售焊管机组厂家价格 05-08
- 湖北焊管机组 05-08
- 福建直销焊管机组保养 05-07