
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
焊管机组的操作人员必须具备一定的专业知识和技能。因为焊管机组的操作涉及到高温、高压和强电等危险因素,操作人员必须严格按照操作规程进行操作,防止事故的发生。在进行焊接作业时,必须戴上防护眼镜、手套和红外线防护面具等个人防护装备,确保自身安全。操作人员还需要熟悉焊管机组的工作原理和操作步骤,熟练掌握焊接技术,以确保焊接质量和工作效率。在操作过程中,要时刻关注设备的运行状态,及时发现并处理异常情况,避免事故的发生。焊管机组的使用注意说明。江西好的焊管机组质量保障
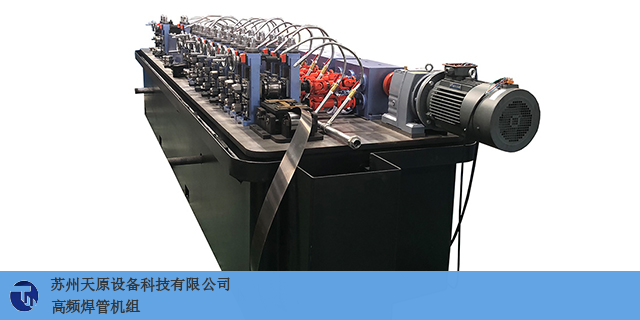
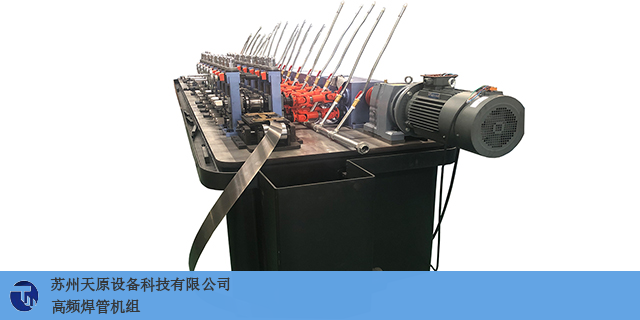
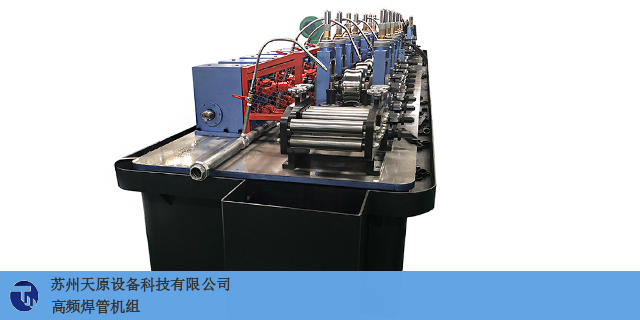
焊管机组
焊管机组平辊跑偏原因分析平辊发生跑偏主要有以下几种原因造成(不包括原料的镰刀弯等缺陷)。(1)孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。黑龙江直销焊管机组特价焊管机组常见的机械损伤。
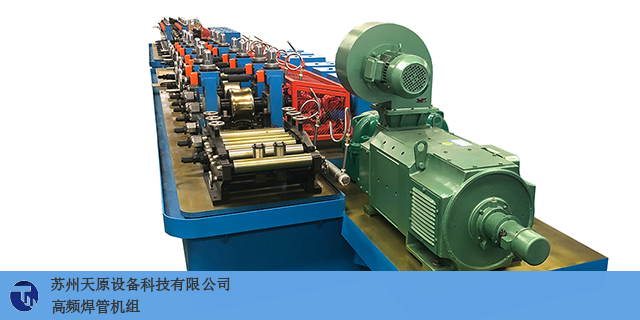
高频焊管机组应用:高频直缝焊管的改造、进步速度很快,从*初的辊式成型进行改进变成后期的排辊成型,一直到如今的柔性成型、直缘成型以及等刚性机架的揉入先进的科学技术模型,现如今所使用的成型已经日益趋于完善,可以说在某种程度上初步实现了智能化成型。而焊管技术流程中的焊接和热处理电源的技术,也从一开始的电子管式变成如今的全固态式,在原有的基础上很大程度地增加了燃料燃烧的功率。而且还引入了数字化、智能化等自动控制的操作理念。而且研究人员致力于对高频焊接过程所具有的问题进行研究,并提出切实可靠的解决方案,对存在的问题进行改善,研发出以焊区加强为hexin的焊接工艺与质量控制手段,使得焊缝性能已经很接近母材,经过完善一贯制的管理模式,将高频焊管的质量控制向上延伸到上游的原料设计与生产工艺。提高产品性能与品质水平,此技术海底管道和高钢级油井管等关键关节上获得范围广使用。
高频直缝焊管是使用从钢厂进来的用钢带或钢板通过压力机或者高频直缝焊管机制造出的圆形高频直缝焊管、再采用二保焊或者埋弧焊焊接成型,使用这个方法制造的焊管都可称为高频直缝焊管。高频直缝焊管比无缝钢管成本低、生产效率高,可加工尺寸以及厚度范围比较广,采用的坯料主要以钢板为主。高频直缝焊管在酸性环境中耐蚀能力较强。高频直缝焊管生产工艺钢板检测:用来制造高频直缝焊管的钢板进入生产线之前,首先进行全板超声波检验;下料:通过铣边机对钢板的两侧边缘进行铣削,使之达到需要的钢板宽度以及板边平行度和坡口形状;预弯:使用预弯机进行板边的预弯,符合曲率的要求,厚度较大的可以使用压力机进行预弯。成型:在成型机上首先将预弯后的钢板的一半进行多次碾压,使其成为"J"形,再将钢板的另一半进行同样操作,压成"C"形,然后制造出开口的"O"形预焊:成型后的高频直缝焊管合缝并采用气体保护焊进行连续焊接;内焊:采用纵列多丝埋弧焊(可为四丝)在高频直缝焊管的内侧进行焊接;外焊:采用纵列多丝埋弧焊在高频直缝焊管的外侧进行焊接;修整:对整根焊机钢管进行修整保证客户需要的尺寸,并改善钢管内应力的分布状态。焊管机组的工作特点是什么?

焊管定径工艺的基本功能高频直缝焊管定径是指通过特定孔型轧辊对焊接后的焊管进行轧制,将尺寸和形状都不规整的圆或异型管调整至形状规整、尺寸符合标准要求的成品管。定径工艺的基本功能有四个方面。一,确定焊管基本尺寸与形状(1)圆→圆。通过对定径圆孔型轧辊的调整,将出挤压辊后不规整的待定径圆管调整为横断面形状和尺寸都合格的成品圆管。衡量圆管圆度不*要看实际公差带的分布,还要看管子的椭圆度。一般规定椭圆度为极限偏差的80%。实践中,有些焊管虽然没有超差,但超过椭圆度公差,或者公差带以及接近极限值,同样需要进行调整。(2)圆→方(异)。即由圆管变为异型管,通过对异形孔型轧辊进行调整,将出挤压辊后横断面为圆的焊管,调整为横断面形状各异、尺寸各异的异型管,如方管、矩形管、椭圆管、D型管等。其实,无论多么复杂的异型管、调整过程不外乎围绕面、角、形及公差进行。①面:包括平面和弧面,要求纵看不能有波浪、勒痕、竹节,横看弧面必须圆滑无棱角,平面无凹凸。②角:一是指焊管面与面交汇处的尖角形状、大小及对称,二是指焊管面与面之间的夹角。以方矩管为例,无特别要求时一般规定外圆角r=,面与面夹角β=90°±1°。影响焊管机组的价格因素有什么?上海正规焊管机组售后保障
焊管机组的零件组成有这些!江西好的焊管机组质量保障
焊管机组中的高频焊管成型技术包括粗成型和精成型两部分,它是高频焊管生产技术的hexin,如果钢带在粗成型和精成型阶段成型质量不好或成型不到位是很难生产出高质量焊管的。因此成型技术决定了高频焊管的产量品种质量原料和轧棍消耗是焊管设备设计制造部门和使用部门十分关心的问题。高频焊管成型技术的发展按时间和成型方法可以粗略地划分为三个阶段,即早期的棍式成型技术(rollfoming);20世纪60年代后期的排棍成型技术(cagefoming);90年代后期的FFX成型技术(flexiblefomingexcellent)。江西好的焊管机组质量保障
焊管机组能够得到这么范围广的应用跟它自身的优势是分不开的。焊管机组行业的发展如此迅速,要想立于不败之地,就需要提高焊管机组的生产质量,做好焊管机组的调试和日常维护工作。那么焊管机组日常维护及调试要注意什么呢?一般来说,焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。还要注意调整焊管机组中飞...
- 浙江好的焊管机组经验丰富 2024-05-20
- 湖北自动化焊管机组 2024-05-20
- 湖北机械焊管机组诚信合作 2024-05-19
- 吉林先进焊管机组厂家供应 2024-05-19
- 湖南机械焊管机组质量保障 2024-05-18
- 安徽好的焊管机组价格合理 2024-05-18
- 安徽自动化焊管机组质量保障 2024-05-17
- 江西先进焊管机组客户至上 2024-05-17
- 河南销售焊管机组厂家价格 2024-05-08
- 湖北焊管机组 2024-05-08


- 甘肃自动化焊管机组厂家报价 2024-05-05
- 吉林制造焊管机组质量保障 2024-05-04
- 江西好的焊管机组质量保障 2024-05-04
- 辽宁好的焊管机组市场 2024-05-03
- 性能优良焊管机组质量保障 2024-05-03
- 上海先进焊管机组机械结构 2024-05-02






- 直销焊管设备 05-27
- 四川不锈钢焊管机出厂价格 05-26
- 浙江自动不锈钢焊管机厂家报价 05-26
- 浙江焊管设备品牌 05-25
- 无锡好的焊管设备 05-25
- 西藏焊管设备生产厂家 05-24
- 供应高频焊管设备多少钱 05-24
- 河南直缝焊管设备 05-23
- 浙江焊管设备销售 05-23
- 苏州专业焊管设备设备价格 05-22