自动瓶身校正系统可有效解决 IV 型储氢瓶塑料内胆焊接变形问题,提升产品尺寸精度与合格率,降低返工成本。塑料内胆焊接过程中,焊缝区域受热熔融后冷却收缩,易导致瓶身弯曲、椭圆、扭曲等变形,若不校正,后续碳纤维缠绕与高压使用会存在严重安全隐患。人工校正难度大、精度低、效率慢,且易造成内胆损伤;自动瓶身校正系统自动化、高精度完成校正作业,校正效率高、精度稳定,大幅提升产品合格率,减少返工与报废成本。同时,校正后瓶身尺寸一致性好,便于后续工序标准化生产,提升产线整体效率与产品质量稳定性。校正系统激光检测瓶身尺寸,非接触测量无表面损伤。氢瓶红外焊接切削设备应用范围

红外焊接切削设备的成本控制优势明显,从设备采购、运行能耗、维护成本、人工成本等多维度降低 IV 型储氢瓶内胆生产成本,助力企业降本增效。设备采购成本合理,性价比高,相比进口同类设备价格优势明显;运行能耗低,长期运行电费支出可控。设备维护便捷、维护成本低,易损件价格低廉、更换简单,减少维护费用支出。设备自动化程度高,大幅减少人工需求,降低人工成本与管理成本。综合成本优势使企业在激烈的市场竞争中具备价格竞争力,提升产品盈利能力与市场占有率。氢瓶红外焊接切削设备应用范围校正系统柔性推杆设计,软质接触避免内胆硬接触损伤。
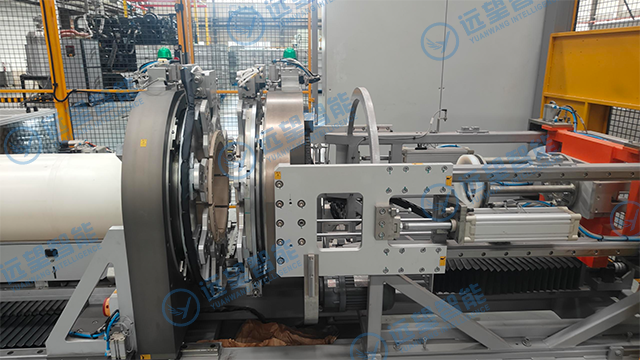
红外焊接切削设备集成红外焊接、自动送料、铣削去毛刺、瓶身校正四大关键功能,工序高度集成,减少工件转运环节,缩短生产周期,提升生产效率。设备采用一体化机架设计,各功能模块布局紧凑,占地面积小,适配中小型储氢瓶生产车间空间布局,便于产线排布与设备衔接。控制系统采用集中式 PLC 控制,统筹各模块运行逻辑,工序联动响应迅速,动作衔接顺畅,避免工序间等待时间,提升产线运行节拍。设备适配 IV 型储氢瓶塑料内胆从封头、筒节焊接到成品校正的全工序生产,减少设备投入数量,降低企业生产成本,助力储氢瓶生产企业提升市场竞争力。
红外旋转焊接系统的能耗水平低,红外灯管采用高效节能型,热转换效率高,相比传统加热设备,可降低 30% 以上的能耗,符合绿色生产理念。系统具备待机节能模式,设备暂停生产时自动降低红外灯管功率或关闭部分灯管,减少待机能耗;焊接过程中,根据工件尺寸与焊接需求,动态调节灯管功率,避免能源浪费。设备整体能耗低,长时间运行电费支出可控,降低企业生产成本,同时减少碳排放,助力企业实现绿色制造与可持续发展目标。低能耗设计适配氢能产业绿色低碳发展趋势,提升企业环保形象与市场竞争力。铣削模块配备负压收集,实时清理碎屑保持工件洁净。
红外焊接切削设备适配 IV 型储氢瓶塑料内胆主流材质,包括高密度聚乙烯(HDPE)、聚酰胺(PA6)、聚乙烯醇(EVOH)等,可根据材质特性调整红外焊接参数,实现好的焊接效果。对于 HDPE 材质内胆,红外焊接温度控制在 200–300℃,加热时间 20–40 秒,确保材料充分熔融又不降解;对于 PA6 材质内胆,适当提高焊接温度与加热时间,保证焊缝熔接强度。设备材质适配范围广,可满足不同储氢瓶厂商的材质选择需求,助力企业灵活选用内胆材料,平衡产品性能与生产成本。同时,设备可适配不同壁厚内胆,从 3mm–8mm 的常规壁厚均可稳定加工,提升设备应用灵活性。设备适配 70MPa 高压储氢场景,降低氢气渗透泄漏风险。塑料内胆红外焊接切削设备产线
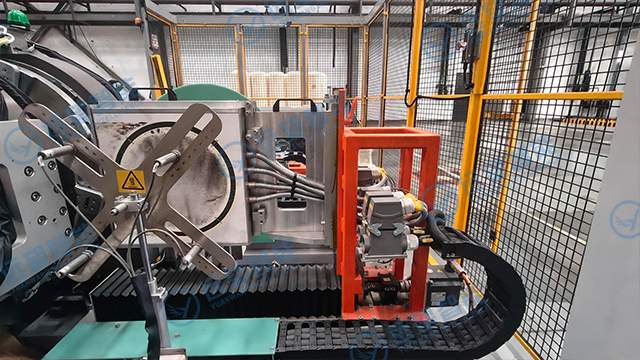
自动铣削模块可去除红外焊接后焊缝残留毛边与飞边。氢瓶红外焊接切削设备应用范围
自动铣削焊接工艺毛边模块配备刀具磨损监测功能,实时检测铣刀磨损程度,磨损超标时自动告警,提醒操作人员更换刀具,避免因刀具磨损导致铣削质量下降。铣削路径采用螺旋式走刀设计,沿焊缝周向均匀切削,减少切削阻力,提升铣削表面光洁度,避免了单向走刀导致的表面波纹或台阶。模块具备碎屑自动清理功能,通过负压吸附装置实时收集铣削产生的塑料碎屑,防止碎屑粘附在工件表面或设备内部,保持生产环境洁净,符合储氢瓶内胆高洁净度生产标准,减少后续清理工序,提升生产效率。氢瓶红外焊接切削设备应用范围




