- 品牌
- 鼎力,帝鼎
- 型号
- 鼎力
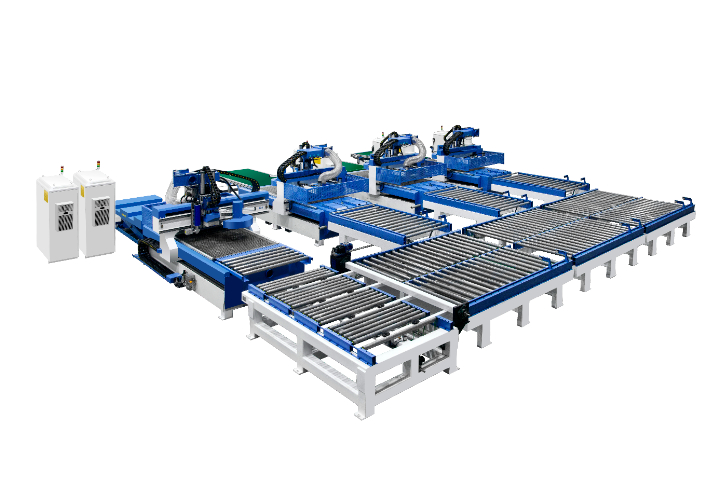
精雕细琢:CNC数控加工中心的作用在门板生产线的工位,CNC数控加工中心扮演着“艺术雕刻家”的角色。它通过预先编程的数字化指令,控制高速主轴上的各类刀具进行复杂作业。无论是平板门的简约轮廓,还是欧式雕花门的繁复曲线,CNC中心都能以惊人的一致性进行批量复制。其工作内容包括精细开料、铣型、挖锁孔、开合页槽、制作型面造型等,一气呵成。先进的设备甚至配备了自动换刀系统,能够在一台机床上完成从粗加工到精加工的所有步骤,极大减少了生产准备时间和中间环节的误差。配合激光定位和真空吸附平台,确保了每一块门板在加工过程中纹丝不动,成就了无可挑剔的加工精度,这是保证门板与柜体严丝合缝、使用体验流畅的关键所在。智能温控系统维持车间恒温,避免门板热胀冷缩影响精度。天津全屋定制数控门板生产线推荐货源

生产效率决定着企业的订单承接能力与市场响应速度。大板套裁门板生产线在提升家具行业生产效率。以往,传统的门板生产流程中,板材上料、切割、铣型等工序需人工逐一操作,工序衔接缓慢,工人劳动强度大且易疲劳,导致生产效率低下。大板套裁门板生产线集成自动上料系统,能快速、精细地将大板输送至加工区域,配合多工位联动的高速切割与铣型设备,各工序并行作业。如在生产一款常见的平板式门板时,传统生产方式一天多能生产 200 块,而大板套裁门板生产线依靠高效的自动化流程,一天可生产 500 - 600 块,生产效率提升近 2 - 3 倍。并且,生产线的智能化控制系统能实时监控生产进度,及时调整设备运行参数,保障生产的连续性与稳定性,让企业能快速响应市场订单需求,抢占市场先机。北京板式智能加工中心门板生产线工厂直销激光封边机30米同步跟踪,门板四边无缝封边,耐久性提升3.5倍。
窝复合门板生产线致力程从门板基材加工开始,通常选用密度板或刨花板作为基材,经过裁切、铣型等工序加工成所需形状。然后,利用**的皮革包覆机,将裁切好的皮革通过热熔胶或水性胶贴合在门板基材表面。包覆过程中,设备通过精确的张力控制和温度调节,确保皮革平整无褶皱,紧密贴合门板。对于边角部位,采用特殊的包覆工艺进行处理,保证边角圆润、美观。完成包覆的门板可根据需求进行表面压纹、烫印等装饰处理,提升产品档次。皮革包覆门板生产线生产的门板具有豪华大气的外观,常用于**家具、别墅装修等领域。
行业标准的制定有助于规范市场秩序,提高行业整体水平。大板套裁门板生产线的广泛应用,为家具行业相关标准的制定提供了实践基础。随着越来越多企业采用大板套裁门板生产线,在生产工艺、产品质量、设备性能等方面逐渐形成一些共性特征。行业协会与相关机构可依据这些实际应用情况,制定统一的行业标准。例如,针对生产线的板材利用率、切割精度、设备稳定性等指标制定标准规范。企业在生产过程中遵循这些标准,能提高产品的通用性与互换性,促进市场的规范化发展。同时,行业标准的完善也有助于提升消费者对家具产品的信任度,推动整个家具行业健康有序发展。自动化立体仓库实现门板智能存取,仓储效率提升6倍,准确率100%。
UV 漆门板生产线主要用于生产表面具有高光泽、高硬度、耐磨损的 UV 漆门板。生产流程从选择质量板材开始,如刨花板、多层实木板等。首先对板材进行常规加工,包括切割、钻孔、铣型等,制成门板坯料。然后对坯料进行底漆喷涂,底漆多采用 UV 固化底漆,喷涂后通过 UV 光固化设备,在短时间内使底漆固化,形成一层坚固的底层。接着进行面漆喷涂,面漆同样采用 UV 漆,可根据客户需求选择不同颜色和光泽度。再次通过 UV 光固化设备,使面漆迅速固化,形成光滑、亮丽的表面。***进行打磨、抛光等后处理工序,提升门板表面质感。整个生产过程高效环保,UV 漆固化速度快,节省时间和能源,且产品具有良好的耐候性和耐化学腐蚀性。大板套裁生产线集成开料、封边、钻孔工序,单线日产能达1000扇定制门板。云南全自动门板生产线售后服务
智能照明系统聚焦切割区域,降低能耗同时提升操作安全性。天津全屋定制数控门板生产线推荐货源
绿色制造与碳足迹管理生产线通过工艺创新实现环境效益与经济效益的双重提升。能源管理系统实时监测各设备能耗,采用峰值负载调控技术降低尖峰用电30%。涂装环节引入超临界流体技术,将二氧化碳转化为绿色溶剂,减少挥发性有机物排放90%。废水处理中心采用膜生物反应器(MBR)技术,使水资源循环利用率达85%。碳足迹追踪系统精确计算每扇门板从原材料开采到出厂配送的碳排放量,通过采购绿电、使用生物基胶粘剂等措施,使单扇门板碳足迹较传统工艺降低42%,并获得EPD环境产品声明认证。天津全屋定制数控门板生产线推荐货源
- 吉林全自动门板生产线售后服务 2025-08-30
- 福建全屋定制自动化门板生产线技术指导 2025-08-25
- 安徽全屋定制自动化门板生产线推荐货源 2025-08-23
- 北京板式智能加工中心门板生产线工厂直销 2025-08-22
- 安徽门板生产线 2025-08-21
- 河北木工加工中心门板生产线厂家直销 2025-08-15
- 云南木工机械全自动化门板生产线推荐货源 2025-08-15
- 浙江全屋定制数控门板生产线售后服务 2025-08-12