- 品牌
- 鼎力,帝鼎
- 型号
- 鼎力
UV 漆门板生产线主要用于生产表面具有高光泽、高硬度、耐磨损的 UV 漆门板。生产流程从选择质量板材开始,如刨花板、多层实木板等。首先对板材进行常规加工,包括切割、钻孔、铣型等,制成门板坯料。然后对坯料进行底漆喷涂,底漆多采用 UV 固化底漆,喷涂后通过 UV 光固化设备,在短时间内使底漆固化,形成一层坚固的底层。接着进行面漆喷涂,面漆同样采用 UV 漆,可根据客户需求选择不同颜色和光泽度。再次通过 UV 光固化设备,使面漆迅速固化,形成光滑、亮丽的表面。***进行打磨、抛光等后处理工序,提升门板表面质感。整个生产过程高效环保,UV 漆固化速度快,节省时间和能源,且产品具有良好的耐候性和耐化学腐蚀性。智能恒温烘干房精确控温,确保门板不变形、不开裂。福建全屋定制自动化门板生产线技术指导

三聚氰胺门板生产线是生产经济实用型门板的常见设备。生产流程首先从质量板材选择开始,如刨花板、中纤板等,将板材切割成合适尺寸。然后进行三聚氰胺浸渍纸的准备,这种浸渍纸预先经过三聚氰胺树脂浸泡处理,具有良好的耐磨性、耐腐蚀性和装饰性。接着通过热压工艺,将三聚氰胺浸渍纸与板材在高温高压下贴合在一起,使树脂固化,紧密粘结纸张与板材。热压过程中,温度、压力和时间的精细控制至关重要,直接影响贴合效果与门板质量。贴合完成后,对门板进行切割、封边处理,封边材料多选用同色系 PVC 封边条,提升门板边缘美观度与密封性。经质量检测合格后,三聚氰胺门板以其价格实惠、花色多样等优势**市场,广泛应用于普通家居橱柜、衣柜制作。福建全屋定制自动化门板生产线技术指导自动码垛系统堆叠整齐度误差不超过0.5mm。
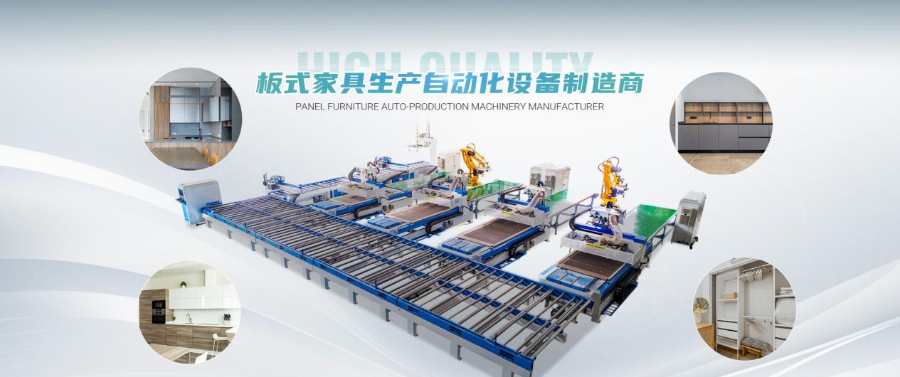
技术创新是推动行业发展的动力,大板套裁门板生产线擎引家具行业在生产技术上的创新突破。它融合了数控技术、智能排版技术、自动化控制技术等多项先进技术。其中,智能排版技术打破了传统人工排版的局限,能在短时间内生成比较好切割方案。自动化控制技术实现了板材上料、加工、分拣等环节的自动化操作。这些技术的创新应用,提高了门板生产的效率与质量,降低了成本。同时,大板套裁门板生产线的出现,也促使家具企业加大在技术研发与设备更新方面的投入,带动整个行业向智能化、自动化方向发展。例如,一些企业在引入大板套裁门板生产线后,不断对其进行技术改进与优化,开发出更适合自身生产需求的功能模块,推动了行业技术水平的整体提升。
镁合金门板生产线凭借材料轻量化、**度的特性,在**门业制造中崭露头角。生产初期,需对镁合金原料进行严格检验与预处理,确保成分纯度。通过熔炼炉将原料加热至合适温度,形成均匀的液态合金,再经低压铸造机注入精密模具。低压铸造工艺能有效减少气孔、缩松等缺陷,保证门板内部结构致密。脱模后的门板进入机械加工环节,利用高精度数控铣床进行铣边、钻孔等精细加工,精细控制尺寸公差。表面处理阶段,采用阳极氧化或电泳涂装技术,不仅提升门板的耐腐蚀性,还赋予其多样的色彩和纹理。整条生产线通过自动化控制系统实现各工序无缝衔接,可高效生产出兼具轻质、美观与耐用性的镁合金门板,广泛应用于航空航天、**住宅等领域。高速数控裁板锯25秒完成整张大板切割,门板生产效率提升55%。
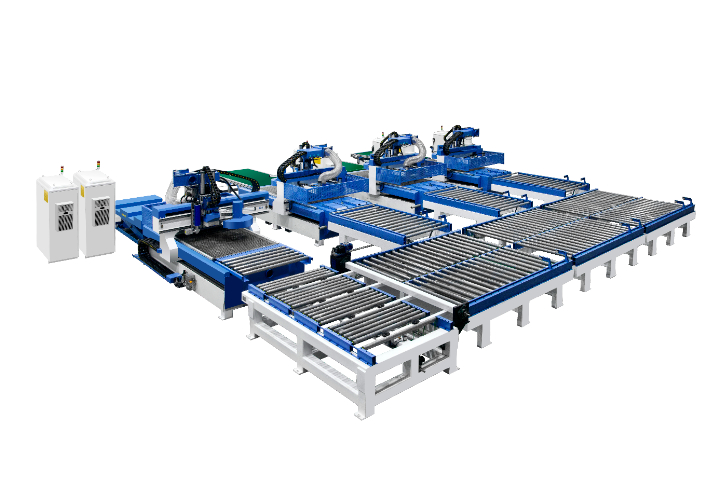
板式门板生产线致力于生产广泛应用于家具和装修领域的板式门板。生产起始,选用橡木、松木等质量实木原材料,确保纹理美观、质地优良,同时搭配符合环保标准的粘胶剂与***五金配件。首先,运用精密裁板锯依据设计图纸精确裁板,保证尺寸精细、边缘整齐。随后对裁剪板材进行定厚砂光,去除毛刺,使表面光滑平整。接着进行贴面工序,可选择三聚氰胺饰面纸、实木皮等贴面材料,提升门板美观度。之后采用热熔胶封边,防止饰面起皮脱落,增强整体美感。再利用 CNC 加工中心或木工机床铣型、镂空,完成各种花型图案加工,并根据五金配件尺寸钻孔。***将加工好的门板与五金配件组装,经严格质量检测,确保外观、尺寸、平整度等符合标准后出厂。数字孪生技术模拟大板套裁全过程,提前规避门板材料浪费风险。山东板式智能加工中心门板生产线
大板套裁系统支持混批生产,可同时处理6个不同订单的门板优化排版。福建全屋定制自动化门板生产线技术指导
对于家具企业而言,快速适应市场变化是保持竞争力的关键,大板套裁门板生产线赋予企业更强的应变能力。当市场对某种款式门板的需求突然增加时,传统生产方式因设备调整困难、生产效率低,往往难以快速响应。大板套裁门板生产线由于具备快速切换加工方案的能力,能迅速调整生产参数,加大该款式门板的生产力度。反之,当市场需求转向其他款式时,生产线也能及时做出调整。例如,在某季度,市场对简约风格的平板门板需求大增,企业利用大板套裁门板生产线,在一周内将平板门板的日产量从 300 块提升至 500 块,满足了市场需求。同时,对于新推出的门板产品,生产线能快速完成打样与批量生产的转换,助力企业快速将新产品推向市场,抓住市场机遇。福建全屋定制自动化门板生产线技术指导

- 吉林全自动门板生产线售后服务 2025-08-30
- 福建全屋定制自动化门板生产线技术指导 2025-08-25
- 安徽全屋定制自动化门板生产线推荐货源 2025-08-23
- 北京板式智能加工中心门板生产线工厂直销 2025-08-22
- 安徽门板生产线 2025-08-21
- 河北木工加工中心门板生产线厂家直销 2025-08-15
- 云南木工机械全自动化门板生产线推荐货源 2025-08-15
- 浙江全屋定制数控门板生产线售后服务 2025-08-12