薄壁焊管的生产过程需要严格遵循相关标准和规范,以确保产品质量的稳定性和一致性。从原材料的采购开始,就需要对原材料的质量进行严格检测,确保其符合生产要求。生产过程中的每一道工序,如轧制、焊接、成型、表面处理等,都需要制定明确的操作规范和质量控制标准。操作人员需要经过专业培训,熟悉设备操作和工艺要求,能...
焊管基本参数
- 品牌
- 锦润钢管
- 材质
- Q195、Spcc、Recc、20钢、Q235等
- 涂层
- 黑管/不镀涂,镀锌管,镀铝管
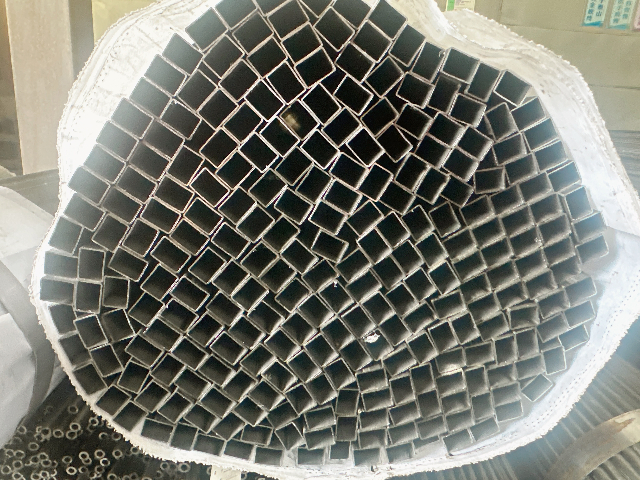
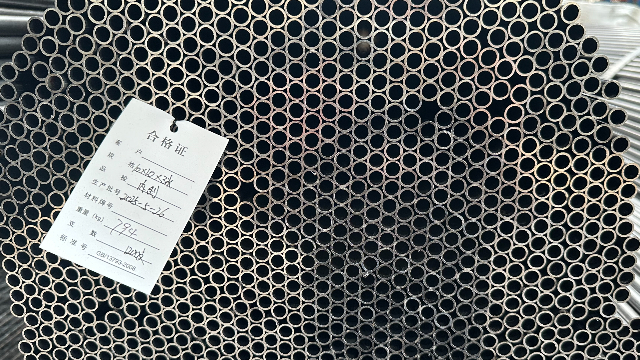
- 截面形状
- 异型管,椭圆管,方管,圆管,矩形管
焊管企业商机
薄壁焊管的生产过程需要严格遵循相关标准和规范,以确保产品质量的稳定性和一致性。从原材料的采购开始,就需要对原材料的质量进行严格检测,确保其符合生产要求。生产过程中的每一道工序,如轧制、焊接、成型、表面处理等,都需要制定明确的操作规范和质量控制标准。操作人员需要经过专业培训,熟悉设备操作和工艺要求,能够及时发现生产过程中的异常情况并进行处理。生产企业还应建立完善的质量追溯体系,对每一批焊管的生产过程进行记录,以便在出现质量问题时能够及时追溯原因,采取改进措施。通过严格的生产管理和质量控制,才能生产出符合市场需求的高质量薄壁焊管。在室内设计中,可作为隔断框架,打造通透灵动的空间布局,兼具实用性与美观性。无锡光亮焊管直销
焊管
焊管生产质量控制贯穿全流程,构建从原材料到成品的闭环管控体系。原材料环节需对钢带进行光谱分析(确保C、S、P等元素偏差≤0.01%)和拉伸试验(屈服强度波动≤5%),壁厚均匀性控制在±0.05mm以内。焊接过程中,厚壁管(≥6mm)采用埋弧焊时,需按JB/T4709规程设定电流600-650A、电压32-36V、焊速40-50cm/min,确保熔深达板厚60%-70%;薄壁管(≤3mm)高频焊需控制频率300-400kHz、挤压辊压力8-12MPa,使热影响区≤1mm。焊后执行“三检制”:外观检查(焊缝余高≤1.5mm)、超声检测(GB/T2970I级标准,检出Φ2mm缺陷)、水压试验(1.5倍设计压力保压10min)。盐城流体焊管在机械设备制造中,作为输送管道使用,能保证介质顺畅流动,维持设备稳定运行。
不同标准对焊管的技术要求存在差异,形成了体系化的质量管控框架。国标GB/T3091-2015规定低压流体输送用焊管外径公差为±1%(≤508mm时),壁厚偏差±12.5%,需通过5MPa水压试验保压10秒无泄漏;美标ASTMA53将焊管分为A、B级,B级钢硫磷含量≤0.04%,且需通过扩口率30%的无裂纹试验,领域的ASTMA312标准要求304不锈钢焊管进行晶间腐蚀检测。德标DINEN10255规定矩形管圆角半径≤1.5倍壁厚,表面镀锌层需通过硫酸铜浸渍试验;日标JISG3444要求机械结构用焊管弯曲90°、半径≤2倍管径时无裂纹;俄标GOST10705对寒区用焊管规定-40℃冲击功≥27J。企业需根据目标市场(如出口欧盟遵循EN标准)或行业需求(如航天领域采用AMS标准),通过光谱分析、金相检验等手段确保全流程合规,例如出口北美的API5L焊管需通过-20℃夏比冲击试验(吸收功≥41J)。
薄壁焊管的运输和存储环节也需要格外注意,以避免在这些过程中造成损坏。运输过程中,应将焊管整齐堆放,避免挤压和碰撞,可采用专业的运输支架或包装材料对其进行固定和保护,防止焊管在运输途中发生变形、弯曲或表面划伤。对于经过表面处理的焊管,要避免其表面保护膜受损,以免影响防腐效果。存储时,应将焊管放置在干燥、通风的环境中,避免露天存放遭受雨水浸泡和阳光暴晒。不同材质、规格的焊管应分类存放,做好标识,便于后续取用。同时,存储场地要平整,避免焊管因放置不当而产生弯曲变形,确保焊管在投入使用前保持良好的状态。针对长途运输,会优化包装方案,增加防护措施,保障产品完好无损。

螺旋焊管以带钢卷板为原料,在常温环境下开启精密的挤压成型之旅。生产伊始,开卷工序如同揭开神秘面纱,将紧密缠绕的带钢卷缓缓舒展;进行矫平,为后续加工奠定良好基础。剪切对焊把不同卷的带钢无缝衔接,确保原料供应的连续性;铣边操作精细打磨边缘,让带钢边缘光滑规整,提升焊接质量。板边预弯赋予带钢初步弧度,为成型做好充分准备。成型时,带钢按照特定螺旋线角度卷成管坯,随后的内外焊工序采用焊接技术,让焊缝牢固且均匀。通过切断、超声波检测、X射线检测、管端焊缝修磨、管端扩径、水压测试等一系列严格工序,从尺寸精度到内部质量,严格把控,产出符合高标准要求的螺旋焊管。无锡锦润钢管生产的小口径精密圆管在极端低温环境下仍能保持良好结构稳定性,不易出现开裂问题。江苏异型焊管价格
生产车间采用标准化管理,营造有序的生产环境,保障生产过程规范可控。无锡光亮焊管直销
碳素结构钢材质焊管以Q235系列为碳素结构钢焊管,碳含量适中,综合力学性能良好。其强度在一般工程应用中能够满足需求,屈服强度约为235MPa,具有较好的塑性和韧性,易于加工成型和焊接。在建筑行业用于搭建脚手架、一般建筑框架时,可凭借自身强度承受一定荷载,且在受到外力冲击时,塑性和韧性使其不易突然断裂。然而,由于碳含量相对较高,在潮湿环境或接触腐蚀性介质时,耐腐蚀性较差,容易生锈,需要通过镀锌等表面处理方式增强耐蚀性,否则使用寿命会受到影响。在生产工艺方面,碳素结构钢焊管常采用钢板或带钢为原料。原料经矫平、剪切对焊后,进行铣边处理,保证边缘平整。成型时,可通过直缝成型或螺旋成型工艺将板材卷曲成管。直缝成型多采用高频电阻焊或电弧焊,高频电阻焊生产效率高,适用于大批量生产;电弧焊则可获得更高的焊接质量。成型后的焊管需进行矫直、切断等工序,根据需求进行水压试验、探伤检测等质量检验,确保产品质量符合标准。无锡光亮焊管直销
与焊管相关的文章

与焊管相关的新闻
-
苏州小口径焊管厂家 2026-03-02 03:07:20生产工艺简单:焊管的生产流程相较于无缝钢管更为简便。以直缝焊管为例,其生产过程主要包括钢板或带钢的矫平、剪切对焊、铣边、成型及焊接等工序。在成型阶段,通过高频电阻焊或电弧焊等焊接方式,可将板材卷曲成管。这种简单的工艺使得生产效率大幅提升,一条现代化的焊管生产线每小时产量可达数十吨。如某焊管生产企业采...
-
浙江小口径焊管厂家 2026-03-01 02:07:29在无锡的钢管行业中,无锡锦润钢管以其丰富的产品种类而闻名。该企业生产的钢管包括超薄壁圆管、方管、矩形管、椭圆管以及各种异形管。其中,超薄壁圆管的壁厚极薄,但却具有良好的强度和韧性,可广泛应用于一些对管材重量和尺寸有严格要求的领域,如灯具、家具装饰等。椭圆管和异形管则以其独特的外形,为设计师提供了更多...
-
温州异型焊管价格 2026-02-28 04:07:31无锡锦润钢管建立了完善的质量检测体系,覆盖小口径圆管生产的全过程。从原材料入库检测,到生产过程中的工序检测,再到成品出库前的全方面检测,每个环节都有专业的检测人员和先进的检测设备保驾护航。检测项目不仅包括尺寸、外观等基础指标,还涵盖力学性能、耐腐蚀性能等关键指标,确保每一批次的小口径圆管都符合相关标...
-
光亮焊管订制 2026-02-27 02:07:24薄壁焊管的运输和存储环节也需要格外注意,以避免在这些过程中造成损坏。运输过程中,应将焊管整齐堆放,避免挤压和碰撞,可采用专业的运输支架或包装材料对其进行固定和保护,防止焊管在运输途中发生变形、弯曲或表面划伤。对于经过表面处理的焊管,要避免其表面保护膜受损,以免影响防腐效果。存储时,应将焊管放置在干燥...
与焊管相关的问题
与焊管相关的标签