无锡锦润钢管始终坚持客户至上、质量把控的原则。在与客户的合作过程中,它注重倾听客户的需求,为客户提供个性化的解决方案。无论是产品的规格、材质,还是表面处理方式,企业都能根据客户的要求进行精确定制。同时,企业对产品质量进行严格的把控,从原材料进厂到成品出厂,每一个环节都经过严格的检验和测试。企业拥有专...
焊管基本参数
- 品牌
- 锦润钢管
- 材质
- Q195、Spcc、Recc、20钢、Q235等
- 涂层
- 黑管/不镀涂,镀锌管,镀铝管
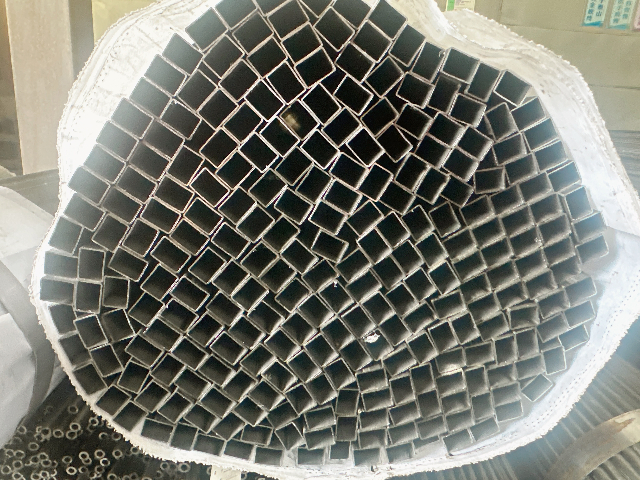
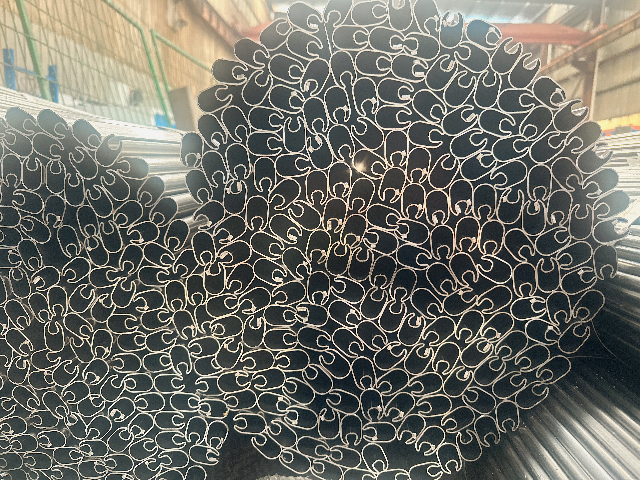
- 截面形状
- 异型管,椭圆管,方管,圆管,矩形管
焊管企业商机
生产工艺简单:焊管的生产流程相较于无缝钢管更为简便。以直缝焊管为例,其生产过程主要包括钢板或带钢的矫平、剪切对焊、铣边、成型及焊接等工序。在成型阶段,通过高频电阻焊或电弧焊等焊接方式,可将板材卷曲成管。这种简单的工艺使得生产效率大幅提升,一条现代化的焊管生产线每小时产量可达数十吨。如某焊管生产企业采用自动化生产线,从原料到成品产出,需几分钟,极大缩短了生产周期,满足市场大规模需求。设备成本低:建立焊管生产线所需的设备相对较少。与复杂的无缝钢管生产设备相比,焊管生产设备种类和数量较少,且价格更为亲民。例如,一套小型焊管生产设备的购置成本为无缝钢管生产设备的三分之一左右。这对于有限的中小企业而言,降低了进入行业的门槛,使更多企业能够参与到焊管生产中,促进市场竞争,推动行业发展。轻量化的特性让薄壁焊管在设备制造中帮助降低运行负荷与能耗。苏州小口径焊管厂家
焊管
不同标准对焊管的技术要求存在差异,形成了体系化的质量管控框架。国标GB/T3091-2015规定低压流体输送用焊管外径公差为±1%(≤508mm时),壁厚偏差±12.5%,需通过5MPa水压试验保压10秒无泄漏;美标ASTMA53将焊管分为A、B级,B级钢硫磷含量≤0.04%,且需通过扩口率30%的无裂纹试验,领域的ASTMA312标准要求304不锈钢焊管进行晶间腐蚀检测。德标DINEN10255规定矩形管圆角半径≤1.5倍壁厚,表面镀锌层需通过硫酸铜浸渍试验;日标JISG3444要求机械结构用焊管弯曲90°、半径≤2倍管径时无裂纹;俄标GOST10705对寒区用焊管规定-40℃冲击功≥27J。企业需根据目标市场(如出口欧盟遵循EN标准)或行业需求(如航天领域采用AMS标准),通过光谱分析、金相检验等手段确保全流程合规,例如出口北美的API5L焊管需通过-20℃夏比冲击试验(吸收功≥41J)。盐城小口径焊管厂家高温环境下使用的薄壁焊管需要具备优异的耐高温与结构稳定性。

焊管生产质量控制贯穿全流程,构建从原材料到成品的闭环管控体系。原材料环节需对钢带进行光谱分析(确保C、S、P等元素偏差≤0.01%)和拉伸试验(屈服强度波动≤5%),壁厚均匀性控制在±0.05mm以内。焊接过程中,厚壁管(≥6mm)采用埋弧焊时,需按JB/T4709规程设定电流600-650A、电压32-36V、焊速40-50cm/min,确保熔深达板厚60%-70%;薄壁管(≤3mm)高频焊需控制频率300-400kHz、挤压辊压力8-12MPa,使热影响区≤1mm。焊后执行“三检制”:外观检查(焊缝余高≤1.5mm)、超声检测(GB/T2970I级标准,检出Φ2mm缺陷)、水压试验(1.5倍设计压力保压10min)。
碳素结构钢材质焊管以Q235系列为碳素结构钢焊管,碳含量适中,综合力学性能良好。其强度在一般工程应用中能够满足需求,屈服强度约为235MPa,具有较好的塑性和韧性,易于加工成型和焊接。在建筑行业用于搭建脚手架、一般建筑框架时,可凭借自身强度承受一定荷载,且在受到外力冲击时,塑性和韧性使其不易突然断裂。然而,由于碳含量相对较高,在潮湿环境或接触腐蚀性介质时,耐腐蚀性较差,容易生锈,需要通过镀锌等表面处理方式增强耐蚀性,否则使用寿命会受到影响。在生产工艺方面,碳素结构钢焊管常采用钢板或带钢为原料。原料经矫平、剪切对焊后,进行铣边处理,保证边缘平整。成型时,可通过直缝成型或螺旋成型工艺将板材卷曲成管。直缝成型多采用高频电阻焊或电弧焊,高频电阻焊生产效率高,适用于大批量生产;电弧焊则可获得更高的焊接质量。成型后的焊管需进行矫直、切断等工序,根据需求进行水压试验、探伤检测等质量检验,确保产品质量符合标准。焊管中的耐腐蚀性型号通过材质优化和表面处理,能在酸碱、潮湿等恶劣环境中长时间使用,减少腐蚀损坏。
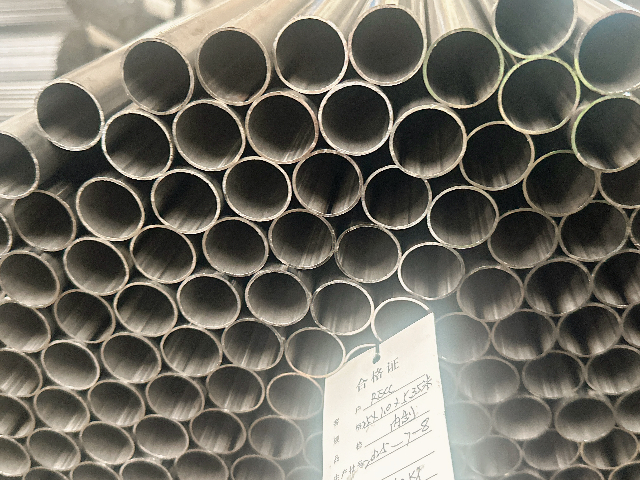
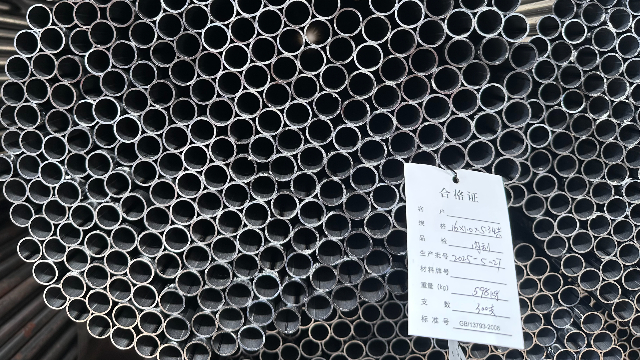
公制焊管采用“外径×壁厚(mm)”的规格标注体系,如Φ57×3.5mm,与无缝管尺寸表述方式一致,便于工程设计选型。其原材料涵盖Q235B、45#、Q355B等碳素钢与低合金钢,通过热轧带钢直接焊接或热轧后冷拔成型。普通型焊管壁厚≥3mm,典型规格Φ114×4.5mm,经正火热处理后屈服强度达245MPa,常作为工程机械传动轴、矿山支架等承受交变载荷的结构件,某装载机传动轴案例中,Φ89×6mm公制焊管经探伤检测后疲劳寿命超50万次循环。薄壁型焊管壁厚0.8-2.5mm,规格Φ25×1.2mm,采用冷轧带钢焊接并经光亮退火,表面粗糙度Ra≤1.6μm,弯曲半径≤2倍管径时无褶皱,适用于家具扶手(如Φ32×1.5mm镀锌管制作的阳台栏杆)、LED灯具支架等,生产时需通过压扁试验(压至内壁间距为壁厚1.5倍无裂纹)确保加工性能,满足轻工制品对外观与强度的双重要求。检验合格的钢管还需进行矫直、切割、打标等后处理工序。台州精密焊管
在保证结构强度的前提下薄壁焊管能有效减轻相关设备的整体重量。苏州小口径焊管厂家
焊缝质量对于焊管性能起着决定性作用,直接关系到焊管在实际应用中的安全性与可靠性。随着焊接技术的飞速发展,焊接工艺如埋弧焊、气体保护焊等广泛应用,大幅提升了焊缝质量。埋弧焊凭借高熔深、高效率的特点,能使焊缝与母材充分融合,增强焊缝强度;气体保护焊通过惰性气体隔绝空气,防止焊缝氧化,提升其韧性和耐腐蚀性。在焊接过程中,精确把控焊接电流、电压、焊接速度等参数,搭配适配的焊接材料,从根源上减少气孔、夹渣、裂纹等缺陷的产生。此外,严格的焊缝检测流程是质量的关键防线,射线检测能从焊缝,清晰发现内部细微缺陷;超声波检测发现缺陷位置和大小。双重检测手段确保问题焊缝无所遁形,及时处理后,焊管整体质量,使其在各类工程应用中稳定可靠。苏州小口径焊管厂家
与焊管相关的文章

与焊管相关的新闻
-
安徽无缝焊管订制 2026-02-13 00:18:09在实际生产中,不同材质的板材对卷曲成型参数的适配性存在差异。例如,韧性较强的材料可适当调整卷曲速度与弯曲半径,而脆性较高的材料则需降低卷曲速度并优化温度控制,避免因应力集中导致板材开裂。为精确匹配参数,技术人员会提前对原材料进行力学性能测试,根据测试结果制定个性化的卷曲方案。同时,卷曲成型工序还配备...
-
台州小口径焊管直销 2026-02-12 02:07:14客户服务是无锡锦润钢管赢得市场认可的重要因素。公司设立了专门的客户服务部门,为客户提供全方面的服务支持。从客户咨询产品信息开始,客服人员会耐心解答客户的疑问,根据客户的需求推荐合适的产品;在订单下达后,及时跟进生产进度,向客户反馈订单情况;在产品交付后,主动回访客户,了解产品的使用情况,为客户提供必...
-
淮安薄壁焊管供应 2026-02-11 01:08:13在户外设施建设中,小口径圆管也发挥着重要作用。户外的围栏、花架等设施常常会选用经过特殊表面处理的小口径圆管,因为它能够抵御风吹日晒、雨水侵蚀等自然因素的影响,长期使用也不易出现锈蚀、变形等问题。其纤细的外形还能与户外环境相融合,不会破坏景观的整体美感,同时又能起到防护和装饰的双重作用。在公园的长廊支...
-
宿州去內毛刺焊管厂家 2026-02-10 02:06:28品种规格丰富多样:焊管在管径、壁厚和形状上有很大的选择范围。管径方面,从几毫米的精密焊管到数米的大口径螺旋焊管均能生产;壁厚可根据实际需求定制,满足不同压力和强度要求;形状除常见圆形外,还包括方形、矩形、异形等。在建筑装饰领域,方形和矩形焊管可用于打造独特的框架结构;在机械制造中,异形焊管能满足特殊...
与焊管相关的问题
与焊管相关的标签