- 品牌
- 灏漫
- 型号
- 齐全
机器视觉技术的优势,针对量大面广的混凝土梁体:1、效率:工业自动化的快速发展,使生产效率大幅提升,从而对检测效率提出了更高的要求。人工检测效率是在一个固定区间,无法大幅提升,而在流水线重复且机械化的检测过程中,检察人员很容易出现疲劳而导致检测效率降低;而机器视觉能够更快的检测产品,特别是在生产线检测高速运动的物体时,机器能够提高检测效率,速度甚至能够到达人工10-20倍;2、重复性:机器可以以相同的方法一次一次的完成检测工作而不会感到疲倦;与此相反,人工长期重复性检测肯定会产生疲劳,同时每次检测产品时都会有细微的不同,即使产品是完全相同。检测技术在现代制造业中具有重要地位,它关乎产品质量、生产效率和安全性。无锡裂纹探伤检测方法

光学摄像头,光学摄像头的任务就是进行光学成像,一般在测量领域都又专门的用于测量的摄像镜头,因为其对成像质量有着关键性的作用。摄像头需要注意的一个问题是畸变。这个就需要使用相应的畸变校正方法,目前也开发出了很多自动畸变自动校正系统。CCD 摄像机及图像采集卡,CCD( Charge Coupled Device) 摄像机及图像采集卡共同完成对目标图像的采集与数字化。目前 CCD,CMOS等固体器件的应用技术,线阵图型敏感器件,像元尺寸不断减小,阵列像元数量不断增加,像元电荷传输速率也得到大幅提高。在基于PC机的机器视觉系统中,图像采集卡是控制摄像机拍照来完成图像的采集与数字化,并协调整个系统的重要设备。图像采集卡直接决定了摄像头的接口为:黑白、彩色、模拟、数字等形式。常州尺寸检测定制设计涡流探伤:利用涡流效应,检测金属表面及近表面的裂纹、腐蚀等缺陷,提高产品安全性。

当光源不够亮时,可能有三种不好的情况会出现。头一,相机的信噪比不够;由于光源的亮度不够,图像的对比度必然不够,在图像上出现噪声的可能性也随即增大。其次,光源的亮度不够,必然要加大光圈,从而减小了景深。另外,当光源的亮度不够的时候,自然光等随机光对系统的影响会较大。鲁棒性:另一个测试好光源的方法是看光源是否对部件的位置敏感度较小。当光源放置在摄像头视野的不同区域或不同角度时,结果图像应该不会随之变化。方向性很强的光源,增大了对高亮区域的镜面反射发生的可能性,这不利于后面的特征提取。
在特定场景的定量和定性测量检测中,机器视觉的检测速度,准确性和可重复性优于人类的视觉。 机器视觉系统可以轻松评估太小而无法被人眼看到的物体细节,并以更高的可靠性和更少的误差对其进行检查。 在生产线上,机器视觉系统可以每分钟可靠且不辞辛苦地检查数百或数千个零件,远远超出了人类的检查能力。传统的自动化系统在较小化成本和提高效率的同时,还没有人类所具有的灵活性。 手工检查员能够区分细微的,外观上的和功能上的缺陷,并且可以解释可能影响感知质量的零件外观变化。 尽管人们处理信息的速度受到限制,但是人类具有独特的概念化和概括能力。 人类擅长通过示例学习,并且可以区分各部分之间的轻微异常。 这就引出了一个问题,即在许多情况下,机器视觉如何为复杂,无设定的场景(尤其是那些具有细微缺陷和不可预测的缺陷的场景)的定性解释做出较佳选择。外观检测:对产品外观进行细致检查,排除瑕疵,提升产品形象。
机器视觉技术的优势:1、客观性:人工检测难免会出现疲劳,同时有一个致命缺陷,就是情绪带来的主观性,检测结果会随检察人员心情的好坏产生变化;而机器没有喜怒哀乐,它所带来的检测结果自然更加客观可靠。2、精度:由于人员有物理条件的限制,即使是依靠放大镜或显微镜来检测产品,也会受到主观性方面的影响,精度无法得到保证,而且不同的检测人员的标准也会存在有差异;在精确性上机器有明显的优点,它的精度能够达到千分之一英寸。而且机器不受主观控制,只要参数设置没有差异,相同配置的多台机器均能保持相同精度。间隙检测:通过非接触式测量方法,检测零件间的间隙,以保证装配质量和产品性能。无锡裂纹探伤检测方法
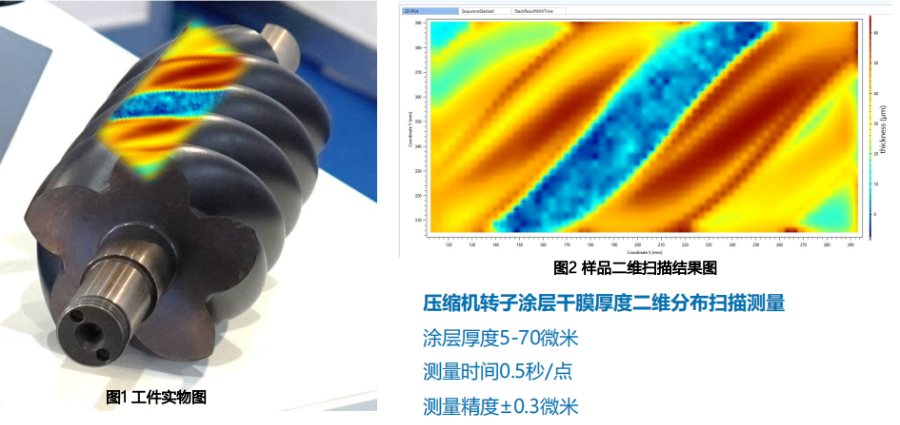
涂层厚度:采用非破坏性检测技术,实时监测涂层厚度,提高生产效率。无锡裂纹探伤检测方法
判定表:通常由四个部分组成,条件桩(Condition Stub):列出了问题得所有条件.通常认为列出得条件的次序无关紧要。动作桩(Action Stub):列出了问题规定可能采取的操作.这些操作的排列顺序没有约束。条件项(Condition Entry):列出针对它左列条件的取值.在所有可能情况下的真假值。动作项(Action Entry):列出在条件项的各种取值情况下应该采取的动作。规则:任何一个条件组合的特定取值及其相应要执行的操作.在判定表中贯穿条件项和动作项的一列就是一条规则。显然,判定表中列出多少组条件取值,也就有多少条规则,既条件项和动作项有多少列。无锡裂纹探伤检测方法
- 湖州探伤检测精选厂家 2024-12-25
- 嘉兴功能检测供应商 2024-12-21
- 外径检测厂商 2024-12-18
- 嘉兴尺寸检测厂家 2024-12-12
- 常州裂纹探伤检测定制厂家 2024-12-02
- 尺寸检测供应 2024-12-01
- 淮安压力检测 2024-11-25
- 嘉兴无损检测算法 2024-11-24
- 无锡外径检测哪家好 2024-11-17
- 无锡裂纹探伤检测方法 2024-11-11
- 裂纹检测按需定制 2024-11-07
- 湖州位移检测自动化设备 2024-11-06
