- 品牌
- 帝木
- 型号
- 齐全
- 基材
- 无
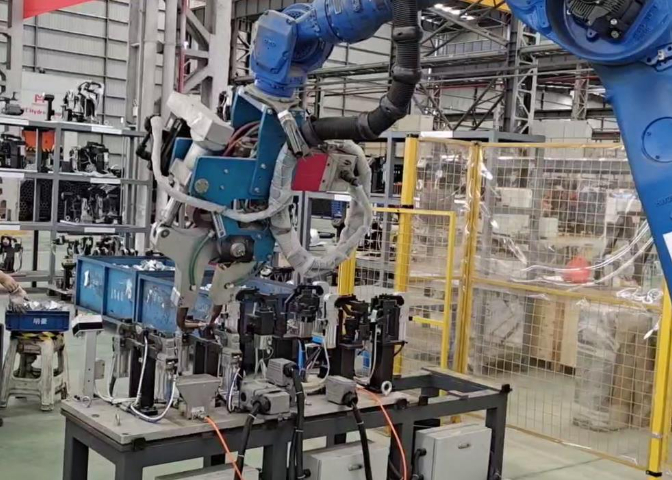
性能方面,产线搭载六轴工业机器人,重复定位精度稳定,运动响应迅速,可实现复杂空间轨迹平稳运行。焊接系统采用中频逆变电源,电流输出平稳,搭配伺服加压机构,电极压力可控,确保每点焊接能量一致。单台机器人焊接节拍可达 2–4 秒 / 点,24 小时连续运行无中断,可满足大规模量产节奏。控制系统具备多轴联动能力,轨迹插补顺滑,焊接过程无明显抖动,焊点成型均匀。该产线优势突出,可减少人工依赖,降低**度作业带来的人力波动风险。焊接过程参数闭环可控,减少人为操作差异导致的质量波动,提升成品一致性。产线集成实时数据采集模块,可记录电流、压力、时间等关键参数,便于生产追溯与工艺优化。设备运行稳定,维护便捷,易损件更换流程简单,日常保养工作量低,长期使用可降低综合运营成本。卫浴五金件焊接表面光滑,无需复杂后处理,提升产品整体外观质感。江苏智能工厂机器人点焊生产线解决方案

无锡帝木自动化系统科技有限公司机器人点焊生产线,适配仓储物流设备行业货架、托盘、仓储框架等金属构件焊接,可处理普通钢板、型材焊接,满足仓储设备**度、低成本生产需求。生产线采用标准工业机器人搭配简易工装结构,成本适中,适配仓储设备企业预算与生产规模。支持多工位流水化作业,可连续完成工件上料、焊接、下料流程,适配仓储设备大批量生产模式。性能层面,生产线焊接电源输出稳定,可满足普通钢板焊接强度要求,焊点连接牢固,适配仓储设备重载使用工况。机器人运行稳定,维护简便,可长时间连续作业,减少停机时间,保障生产连续性。配备基础参数监控功能,可实时显示焊接电流、压力等数据,便于现场操作与管理。徐州机器人点焊生产线机器人焊接技术能够有效降低生产过程中的噪音。
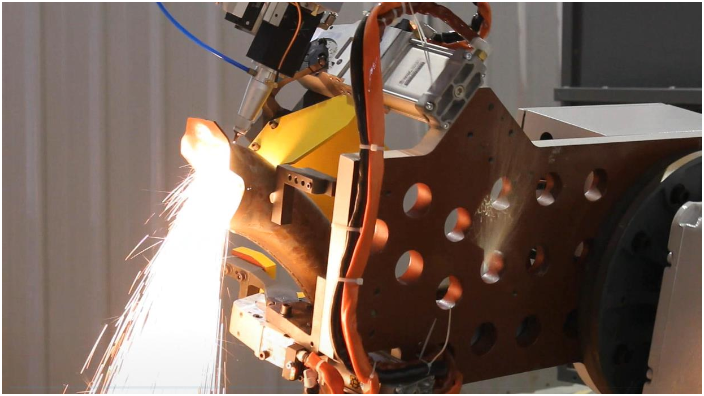
焊点质量直接决定了产品的结构强度和外观表现。机器人点焊生产线通过恒流控制和恒压控制两种模式,确保每个焊点的热量输入和电极压力保持一致。恒流模式适用于厚度变化不大的工件,电流在设定时间内保持稳定;恒压模式则通过监测电极间电压变化来判断焊点状态,在焊核形成后自动切断电流。两种模式可以单独使用,也可以组合使用,适应不同材料和板厚的焊接需求。机器人焊接的焊点直径波动范围通常控制在±0.5毫米以内,远小于人工焊接的波动范围。此外,焊接参数全部由系统记录,每个焊点的电流、电压、压力、时间都可查询,为质量分析和工艺优化提供了数据基础。这种可追溯的质量管理方式是人工焊接无法实现的。
机器人点焊生产线在汽车白车身制造中已成为主流配置。一条完整的点焊产线通常包含多台焊接机器人、柔性夹具、自动输送系统及中间控制单元。汽车车身由数百个冲压件组成,焊点数量通常在3000至5000个之间,依靠人工完成不*效率低,而且焊点质量难以保持一致。机器人点焊线能在单一节拍内完成多个焊点的连续作业,单台机器人每分钟可执行数十次焊接动作,整线节拍可控制在60秒以内。对于多车型共线生产的需求,机器人通过切换程序即可适应不同车型的焊接路径,无需大规模更换硬件。夹具采用快速换型结构,换型时间可压缩至十分钟以内。这种柔性化设计让同一条产线能够覆盖轿车、SUV、MPV等多种车型的焊接任务,大幅降低了设备闲置率,也让工厂在车型切换时不再面临产线停摆的困境。生产线的工艺流程经过优化,提升了整体效率。

机器人点焊生产线采用模块化设计理念,整线由焊接单元、变位单元、控制单元、输送单元等标准模块组成。企业可以根据产能需求灵活配置模块数量,初期可以先建设较小规模的产线,后续根据订单增长逐步扩展。模块化设计也让产线的改造升级更加方便,当产品变更时,只需更换对应的夹具模块和调整焊接程序,不需要对整线进行大改造。备件管理也因模块化而简化,每个模块的易损件都是标准化的,库存管理更加清晰。对于多品种生产的企业,模块化设计让同一条产线能够快速适应不同产品的需求,减少了设备闲置的时间,提高了资产的利用效率。模块化部件组成,设备检修与配件更换便捷,降低后期维护投入与时长。连云港机器人点焊生产线调试
阀门构件点焊致密性好,密封效果优良,降低介质渗漏出现的可能性。江苏智能工厂机器人点焊生产线解决方案
人工成本持续上升是制造业面临的普遍问题。一条传统的人工点焊线通常需要8至15名操作工人,而机器人点焊生产线只需2至3名技术人员负责上下料和日常维护。以长三角地区为例,一名点焊工人的年综合成本约8至12万元,一条线每年可节省60至100万元的人工支出。更重要的是,点焊岗位招工越来越难,年轻人不愿意从事重复性强、工作环境差的焊接作业。机器人点焊线把人从高温、噪音、烟尘的环境中解放出来,只需要在上下料环节配置少量工人。这种用工模式的转变不*解决了招工难题,也让企业在人员流动时不再担心产能波动。技术人员经过短期培训即可上岗,岗位门槛的降低也拓宽了企业的用人选择。江苏智能工厂机器人点焊生产线解决方案
- 常州智能机器人点焊生产线 2026-07-05
- 江苏智能工厂机器人点焊生产线解决方案 2026-07-05
- 连云港智能机器人点焊生产线安装 2026-07-04
- 盐城智能机器人点焊生产线安装 2026-07-04
- 苏州机器人点焊生产线集成商 2026-07-03
- 南京机器人点焊生产线上下料 2026-07-03
- 南京机器人点焊生产线装配 2026-07-02
- 扬州智能工厂机器人点焊生产线安装 2026-07-02
- 上海智能工厂机器人点焊生产线搭建 2026-07-01
- 无锡智能机器人点焊生产线检测 2026-07-01
- 镇江智能工厂机器人点焊生产线服务商 2026-06-30
- 连云港智能机器人点焊生产线服务商 2026-06-30