- 品牌
- 帝木
- 型号
- 齐全
- 基材
- 无
以下是一些可以降低帝木自动化系统科技有限公司机器人点焊生产线日常维护成本的方法:制定详细的维护计划按照设备手册和厂家建议,制定定期的维护时间表,包括每日、每周、每月和每年的检查和保养任务。明确维护的具体内容和责任人,确保维护工作的有序进行。培训操作人员对操作生产线的人员进行专业培训,使其熟悉设备的正确操作方法和基本维护知识。减少因操作不当导致的设备损坏和故障。优化工作环境保持生产线所在环境的清洁、干燥、温度适宜,减少灰尘、湿气等对设备的侵蚀。安装适当的通风和过滤系统,改善空气质量。视觉辅助定位系统加持,自动校正工件位置,进一步提升点焊作业精度。无锡智能机器人点焊生产线检测

工厂环境中存在各种电磁干扰源,如变频器、大功率电机、电弧焊设备等。机器人点焊生产线在设计时充分考虑了电磁兼容性,控制柜采用屏蔽设计,信号线使用双绞屏蔽电缆,通讯接口具备抗干扰滤波功能。焊接电源采用软开关技术,减少了对电网的谐波污染,也降低了对周边设备的电磁干扰。在实际运行中,即使在干扰较强的车间环境下,机器人点焊线也能保持稳定的通讯和控制性能,不会出现误动作或通讯中断。良好的抗干扰能力让机器人点焊线可以与其他自动化设备共存于同一车间,不需要额外的隔离措施,降低了厂房改造的成本。南通机器人点焊生产线装配木工机械机架焊接牢固,抗冲击能力强,适配木材加工各类工况条件。

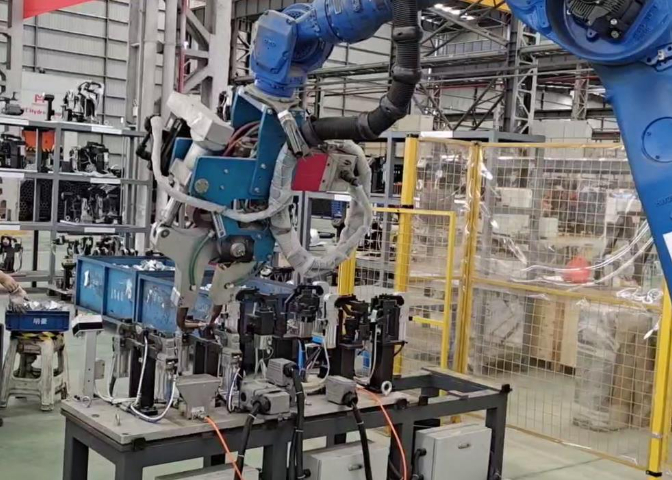
点焊作业涉及大电流、高温和金属飞溅,人工操作时存在烫伤、触电等安全风险。机器人点焊生产线把焊接过程完全封闭在防护围栏内,操作人员只需在安全区域进行上下料,不直接接触焊接区域。焊接时产生的烟尘通过局部排风系统收集处理,工作环境的空气质量得到改善。机器人本身具备碰撞检测功能,当遇到异常阻力时会自动停止运动,避免设备损坏和安全事故。整线配备安全光栅和门锁互锁装置,人员进入危险区域时机器人自动停机。这些安全措施让工厂的工伤事故率大幅降低,也让企业在安全生产方面的管理压力减小。对于劳动密集型的焊接车间来说,机器人点焊线是改善工作环境、降低安全风险的有效手段。
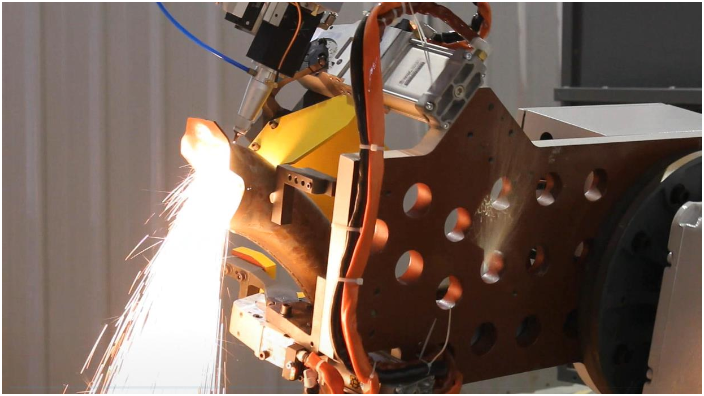
机器人点焊的中心技术在于其焊接原理和控制系统。点焊通常采用电阻焊接技术,通过将电流通过焊接点产生热量,使金属材料在高温下熔化并结合。机器人通过精确的运动控制系统,能够在预设的焊接点上进行快速而稳定的焊接操作。现代机器人点焊系统配备了先进的传感器和视觉系统,能够实时监测焊接过程,确保焊接质量。此外,焊接参数如电流、时间和压力等可以根据不同材料和焊接要求进行灵活调整,从而实现比较好的焊接效果。一条完整的机器人点焊生产线通常由多个关键组成部分构成,包括机器人本体、焊接电源、夹具、传输系统和控制系统。机器人本体是焊接作业的中心,负责执行焊接动作。焊接电源则提供所需的电流和电压,以实现高效的焊接。夹具用于固定工件,确保焊接过程中的稳定性。传输系统则负责将工件从一个工位移动到另一个工位,通常采用输送带或机械手臂。蕞后,控制系统通过编程和监控软件,协调各个部分的工作,确保生产线的高效运转。自动化点焊作业替代人工高危工位,改善作业环境,规避现场操作风险。
管理一条人工点焊线需要面对排班、考勤、技能考核、质量抽检等多项工作。人员的技能水平参差不齐,质量波动难以控制。机器人点焊生产线把这些管理问题大幅简化。产线的运行由程序控制,不受人员状态影响,排班只需安排上下料工人,管理复杂度降低。质量管理从"管人"转向"管参数",工程师只需关注焊接参数是否在合理范围内,不需要逐个检查工人的操作手法。生产数据自动采集,日报、周报、月报由系统生成,减少了统计工作量。对于多条产线并行的工厂,一名技术主管可以同时管理多条机器人点焊线,而管理同等产能的人工产线则需要更多的管理人员。管理难度的降低让企业可以把更多精力放在工艺优化和产能提升上。消防设备构件焊接密封性佳,防护能力到位,契合消防产品使用要求。江苏智能工厂机器人点焊生产线装配
机器人关节运转顺滑,长时间作业磨损低,有效延长设备整体使用寿命。无锡智能机器人点焊生产线检测
机器人点焊生产线在能源消耗方面具有明显优势。焊接电源采用中频逆变技术,相比传统工频电源节能20%至30%。机器人在非焊接时间处于待机状态,能耗远低于人工操作时设备持续运行的状态。整线的电力消耗通常在50至150千瓦之间,具体取决于机器人数量和焊接频率。与人工产线相比,机器人点焊线的单焊点能耗更低,因为焊接参数经过优化,避免了过大的能量输入。加上焊接缺陷率降低带来的材料节省,机器人点焊线在综合能耗方面的表现优于传统产线。对于注重碳排放管理的企业来说,机器人点焊线不*降低了电力成本,也有助于达成节能减排的目标。长期运行下来,能源费用的节省也是一笔可观的数字。无锡智能机器人点焊生产线检测
- 连云港智能机器人点焊生产线安装 2026-07-04
- 盐城智能机器人点焊生产线安装 2026-07-04
- 苏州机器人点焊生产线集成商 2026-07-03
- 南京机器人点焊生产线上下料 2026-07-03
- 南京机器人点焊生产线装配 2026-07-02
- 扬州智能工厂机器人点焊生产线安装 2026-07-02
- 上海智能工厂机器人点焊生产线搭建 2026-07-01
- 无锡智能机器人点焊生产线检测 2026-07-01
- 镇江智能工厂机器人点焊生产线服务商 2026-06-30
- 连云港智能机器人点焊生产线服务商 2026-06-30
- 宿迁智能工厂机器人点焊生产线供应商 2026-03-09
- 连云港流水机器人点焊生产线工作站 2026-03-08