- 品牌
- 嘉好机械
- 型号
- JHB1500
- 加工定制
- 是
- 螺杆形式
- 锥形双螺杆
- 螺杆直径
- 110
- 螺杆转速
- 34.7
- 主电动机功率
- 200
- 生产能力
- 1500
- 螺杆数
- 双螺杆
- 颜色
- 蓝色,绿色,橙色,黄色,可定制
SPC石塑地板生产线就是以PVC和钙粉为主要原料生产SPC石塑地板的设备。
原料经过塑化挤出片材,四辊压延热敷彩膜装饰层和耐磨层,做上各种各样浮雕木纹及各式各样的花纹,直接热敷底层软垫消音层,再经过UV耐磨处理、分切开槽等工艺生产而成。
它跟传统地板的区别就是环保,耐磨,防火。石塑地板是采用PVC粉、助剂等经过高温压延,表面加耐磨层生产而成,不含有甲醛等有害物质。同时,石塑地板也无需砍伐树木,破坏生态,因此获得了“环保新材料”的称号,这也是石塑地板与传统铺料相比的一大优势。
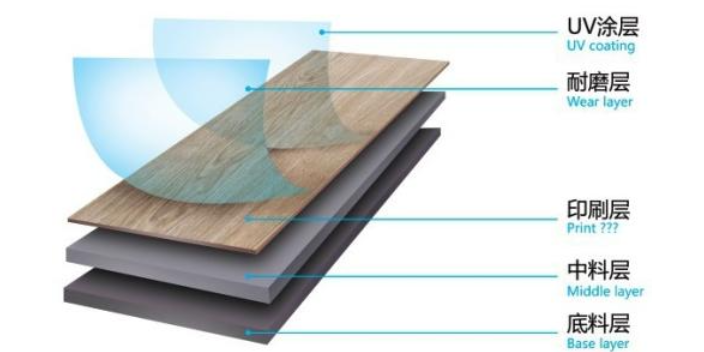
SPC石塑地板结构从下往上有4层:
—底层,采用钙粉、PVC混合物材质作为底衬;
—印刷层,底层上印刷地板的设计图案;
—耐磨层,纯PVC透明耐磨层覆盖于印刷层;
—UV防护涂层,SPC地板设备,耐磨层洁净处理。 复合型石塑地板有多层的结构,表面采用UV处理、彩色层、石塑层和基层组成,好于同质透心的石塑地板。浙江自动化SPC地板挤出生产线报价行情
SPC地板挤出生产线
SPC钙塑地板的英文为:Soft composite board,也是硬质多层复合PVC钙塑地板的简称
SPC钙塑地板是通过挤出机挤出PVC的基材,用四辊压光机组,分别把PVC彩膜+PVC耐磨层+PVC底膜,一次性压贴复合而成的产品,工艺简单、贴合靠热量完成,不含胶水。
SPC钙塑地板材料使用环保配方,不含重金属、邻笨二甲酸脂、甲醛等有害物质,符合EN14372、EN649-2011、IEC62321、GB4085-83标准。SPC钙塑地板密度:1.9~2吨/立方米;
SPC钙塑地板收缩率:≤1‰(经过回火处理);:≤2.5‰(没有经过回火处理)(收缩率测试标准:80℃,6小时的标准)
SPC钙塑地板优点:SPC地板物理指标稳定可靠、化学指标符合国际、国家标准!
SPC钙塑地板缺点:SPC地板密度大、重量重,运输成本高!
SPC钙塑地板与WPC地板对比:SPC地板制造工艺简单,生产成本低,投资低回报快! 福建SPC地板挤出生产线方案设计PVC地板由于其花色丰富,色彩多样而被普遍用于居家和商业的各方面。

SPC地板片材挤出生产线
用途与特点:
塑料板(片)材(单层及多层共挤)机组系列:塑料挤出板(片)材(单层及多层共挤)生产线,随着装修、建筑业的不断崛起,塑料板、片材的市场在大规模的扩大,在塑料挤出板、片材设备的开发中,本公司着眼于以人为本,不断吸收、消化国外先进设备的成功经验和技术,不断创新,成功地开发出系列大中型成套塑料挤出板、片材生产线。
主要产品有:PMMA、PC、ABS、PS板材(单层及多层)PP文具片、吸塑片(单层及多层)、厚板 PVC吸塑片、地毯、厚板PET片材
PVC塑料板材生产线预热:蒸汽进入固移模内,对模具进行预热,使模具得到预热的同时,将存留期间的冷凝水与冷空气排出。
作用:提高模具温度,加强产品表观熔结度。
制品宽度:600~3200
制品厚度:0.2~40cc
塑料挤出机分为:双螺杆挤出机和单螺杆挤出机。
两种挤出机的区别:单杆的机器和双杆的机器,一个是一根螺杆,一个是两根螺杆,都是用的一个电机带动的,功率因螺杆不同而不同。
50锥双的功率约为20KW,65的约为37KW。产量与料有关,50锥双的产量约为100-150k/h,65锥双约为20-280kgh,单螺杆的产量就只有一半,挤出机按其杆数量可以分为单螺杆、双螺杆和多螺杆挤出机。
如今以单螺杆挤出机应用尤为广,适宜于一般材料的挤出加工,双螺杆挤出机具有由摩擦产生的热量较少、物料所受到的剪切比较均匀、螺杆的输送能力较大、挤出量比较稳定、物料在机筒内停留时间长,混合均匀等特点。 石塑地板既解决了实木地板受潮发霉的问题,又解决其他材料的甲醛问题。
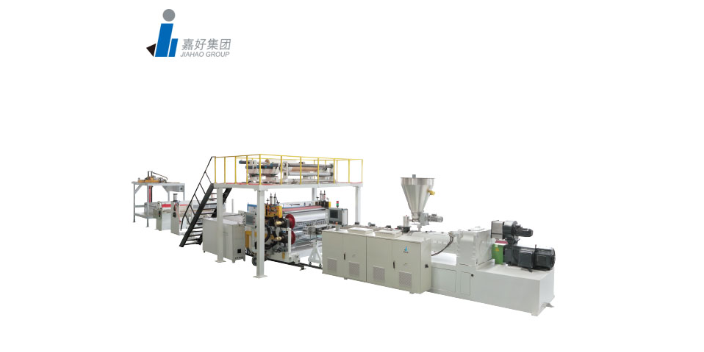
SPC石塑地板设备产品介绍:
产品名称:SPC石塑地板设备
产品说明:SPC石塑地板设备,代替了传统的层压法设备。该生产线生产过程中只需要5个人,相对于层压30人,降低了人工,同时能耗低,生产出来的产品质量也高,提高了企业的市场竞争力。产品已经应用于国内各个生产企业。
SPC石塑地板是PVC地板的另一种叫法,主要成分为聚氯乙烯材料,SPC地板是复合式的,就是上面一层是纯PVC透明层,下面加上印花层和发泡层。“塑胶地板”就是指采用聚氯乙烯材料生产的地板。 PVC地板由于其花色丰富,色彩多样而被普遍用于居家和商业的各方面。
复合型PVC地板就是说它是有多层结构的,复合体型卷材一般是由4~5层结构叠压而成,一般有耐磨层(含UV处理)、印花膜层、玻璃纤维层、弹性发泡层、基层等。复合体型片材一般是由3-4层结构叠压而成,一般有耐磨层(含UV处理)、印花膜层、稳定层,基层。 本公司生产石塑地板的主要原料是天然石粉、经检测不含任何放射性元素,是绿色环保的新型地面装饰材料。江苏安装SPC地板挤出生产线售后服务
上海嘉好机械生产的SPC石塑地板机械为生产企业为打造高级和品牌产品付出了不懈的努力。浙江自动化SPC地板挤出生产线报价行情
PVC木塑地板基材工艺流程:
1、原料准备好原料
PVC树脂、木粉、秸秆、轻质碳酸钙及其他化工助剂。
2、混合
(1)按配方要求,手动操作进行计量配方配比,计量务必准确。
(2)计量结束后,启动高速混合机,将计量好的所有原料放入高速混合机,混合15分钟左右。
3、投料(使用设备:上料机)
将混合均匀的物料经螺旋自动上料机投入挤出机的料斗中。
4、挤出塑化(使用设备:双螺杆挤出机)
将挤出机预先设定并保温,设定温度为170℃左右。将投入挤出机料斗的物料通过挤出机熔融塑化并通过模头挤出至真空定型装置中。
5、冷却定型(使用设备:真空定型部件)
将通过挤出机模头挤出的物料送至真空定型装置中,通过循环冷却水冷却定型。
6、牵引(使用设备:牵引机)
将冷却定型的木塑板通过牵引机牵引出来,送至切割机。
7、切割(使用设备:切割机)
将送至切割机的木塑板切割成所需的长度,切割好的木塑板整齐摆放在托盘上,摆放高度不能超过1米。 浙江自动化SPC地板挤出生产线报价行情


- 河南节能SPC地板挤出生产线近期价格 2024-02-05
- 河南安装SPC地板挤出生产线联系人 2024-02-04
- 湖南本地SPC地板挤出生产线联系人 2024-02-03
- 内蒙古智能SPC地板挤出生产线预算 2024-01-22
- 浙江多功能SPC地板挤出生产线技术指导 2024-01-21
- 浙江自动化SPC地板挤出生产线报价行情 2024-01-20
- 山西销售SPC地板挤出生产线经验丰富 2024-01-18
- 河南品质SPC地板挤出生产线值得推荐 2024-01-17