- 品牌
- 华维机械
- 型号
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
固化定型:成型后的瓦楞制品进入固化单元,在设定的温度和时间条件下,树脂胶料充分固化,形成牢固的复合结构。固化温度和时间根据树脂类型和产品厚度确定,如普通树脂的固化温度通常为170-180℃,厚壁制品则需要延长固化时间以确保固化充分。5精细切割:固化后的瓦楞制品被输送至切割系统,根据预设尺寸进行精细切割。切割过程中,伺服控制系统实时调节切割速度,确保切割长度的准确性,同时避免切割过程中对产品结构造成损伤。 成品收集:切割后的成品通过收纸机构整齐堆叠,便于后续的打包、贴标和运输。收纸机构的设计充分考虑了产品的堆放稳定性,可根据产品尺寸自动调整堆叠高度和方式,为后续工序做好准备。瓦楞辊的直径与齿数需根据目标楞型匹配,例如C楞通常使用Φ280mm瓦楞辊。江阴分子筛单面瓦楞机操作流程
单面瓦楞机
涂胶与粘合辅助功能
瓦楞顶端涂胶配备涂胶装置(如涂胶辊),在成型后的瓦楞芯纸的楞峰顶端均匀涂抹适量胶粘剂(如淀粉胶),为后续与面纸(或里纸)的复合粘合做好准备,确保粘合牢固且胶量适中,避免过胶或漏胶影响纸板质量。涂胶量精细控制通过调节涂胶辊的转速、压力或间隙,精确控制涂胶量,适应不同厚度、材质的瓦楞芯纸,既保证粘合强度,又减少胶粘剂浪费和后续干燥负担。
输送与衔接功能
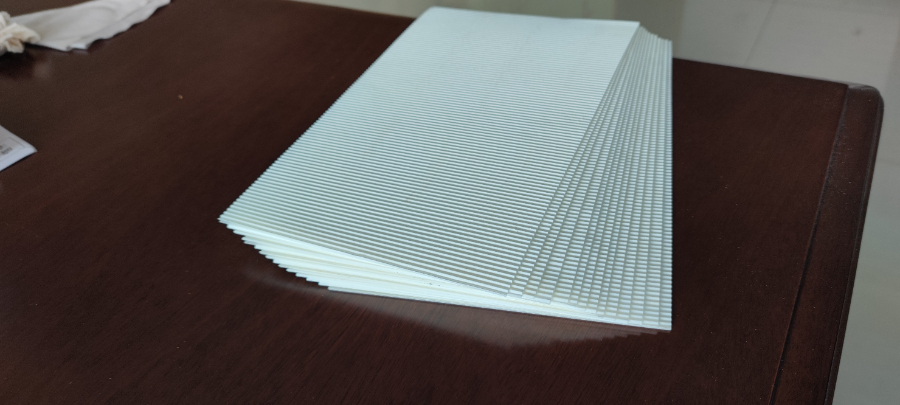
瓦楞芯纸输送通过传送带或牵引辊将成型并涂胶后的瓦楞芯纸平稳输送至后续的复合工序(如与面纸在双面机中复合),确保瓦楞芯纸在输送过程中保持形态稳定,楞型不受挤压变形。与其他设备联动可与前端的原纸架、后端的双面机、分纸机等设备组成连续生产线,实现从原纸到瓦楞纸板的自动化加工,提高整体生产效率,减少人工干预导致的误差。 江苏玻璃纤维模块单面瓦楞机视频在包装材料生产线上,单面瓦楞机持续运转,通过加热辊筒与瓦楞辊的精密配合,让瓦楞波纹均匀而饱满。

瓦楞辊通常采用高硬度、耐磨的材料制造,并经过精密加工和热处理工艺,以确保其表面的精度和硬度,能够承受长时间的强高度工作而不发生变形或磨损。压辊则与瓦楞辊紧密配合,在工作时,压辊将玻璃纤维纸压向瓦楞辊,使其进入凹槽从而形成瓦楞形状。压辊的压力可以通过调节装置进行精确调整,以适应不同厚度和材质的玻璃纤维纸,确保瓦楞成型的质量和稳定性。同时,瓦楞成型系统还配备了一系列的调节装置,用于调整瓦楞辊之间的间隙、压力以及相对位置等参数,以满足不同产品的生产需求。这些调节装置操作简便、精度高,能够快速、准确地完成参数调整,为生产过程的高效性和灵活性提供了有力保障。
功能化表面处理:通过表面修饰技术提升玻璃纤维纸与吸湿剂的结合力,减少吸湿剂脱落现象。同时,开发疏水改性技术,增强转轮在高湿度环境下的适应性。例如,采用硅溶胶表面处理技术,可显著提高纤维与吸湿剂之间的结合强度。智能化应用:将传感器与智能控制系统集成到转轮中,实时监控吸附饱和度和温度分布,优化转轮转速和脱附参数,实现智能调控和能效优化。这种智能除湿系统可根据实际负荷自动调整运行状态,实现能效比较大化。玻璃纤维纸单面瓦楞在除湿转轮制造中应用具有明显的整体优势,主要体现在结构设计、吸附性能和使用寿命三个方面。单面瓦楞结构为吸湿剂提供了理想的负载平台,优化了转轮内的气流分布,增大了有效比表面积,从而提高了除湿效率。同时玻璃纤维纸本身的耐高温性、抗腐蚀性和机械强度确保了除湿转轮在恶劣工业环境下的长期稳定运行。单面瓦楞机的涂胶方式包括重力式与压力式,前者适合低克重纸张,后者适合高克重材料。

尽管在制造工艺和湿度适应性方面仍面临挑战,但通过新材料、新工艺和智能控制技术的应用,这些挑战正在被逐步克服。未来,随着环保要求的日益严格和除湿技术的不断进步,玻璃纤维纸单面瓦楞除湿转轮将继续向高效化、低能耗化和智能化方向发展,为工业除湿和环境控制提供更加先进的解决方案。综上所述,玻璃纤维纸单面瓦楞技术为除湿转轮性能提升提供了创新路径,在工业除湿、精密制造及特种环境控制等领域具有广阔应用前景。未来研究应重点关注成本优化、复杂工况适应性和系统能效提升等方面,以充分发挥这一技术的潜力。智能控温成型,瓦楞尺寸标准,适合制作蜂窝状分子筛转轮基材。江阴三元催化单面瓦楞机公司
适配玻璃纤维、陶瓷纤维等基材,成型强度高,适配高温再生工况。江阴分子筛单面瓦楞机操作流程
节能与环保设计加热方式优化:支持蒸汽、电、油等多种加热模式,部分机型采用导热油循环系统,热效率提升20%以上。粉尘控制:配备负压吸尘装置和高效过滤器,可捕获99%以上的微粒,减少空气污染和设备磨损。低噪音设计:通过减震基座和隔音罩降低运行噪音,改善车间工作环境。
智能化操作与维护人机交互界面:触摸屏或工业平板电脑支持参数可视化设置(如切割宽度、卷绕张力、生产速度),并实时显示设备状态和故障代码。远程运维支持:通过物联网技术实现远程诊断、软件升级和故障预警,缩短服务响应时间。自清洁功能:工作完毕后可自动清洗浆盘和浆辊,防止腐蚀,延长设备寿命。 江阴分子筛单面瓦楞机操作流程
- 江阴分子筛单面瓦楞机操作流程 2026-05-09
- 江阴催化燃烧单面瓦楞机公司 2026-05-07
- 江苏陶瓷纤维蜂窝模块单面瓦楞机视频 2026-05-06
- 江苏分子筛单面瓦楞机操作流程 2026-04-29
- 江阴有机废气处理单面瓦楞机设备 2026-04-27
- 江阴玻璃纤维蜂窝模块单面瓦楞机价格 2026-04-17
- 无锡贵金属催化单面瓦楞机多少钱 2026-04-16
- 脱硫脱硝单面瓦楞机操作流程 2026-03-23
- 贵金属催化单面瓦楞机工艺 2026-03-14
- 无锡玻璃纤维蜂窝模块单面瓦楞机公司 2026-03-13
- 江阴三元催化单面瓦楞机公司 2026-03-11
- 江阴玻璃纤维瓦楞单面瓦楞机价格 2026-03-10