- 品牌
- 华维机械
- 型号
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
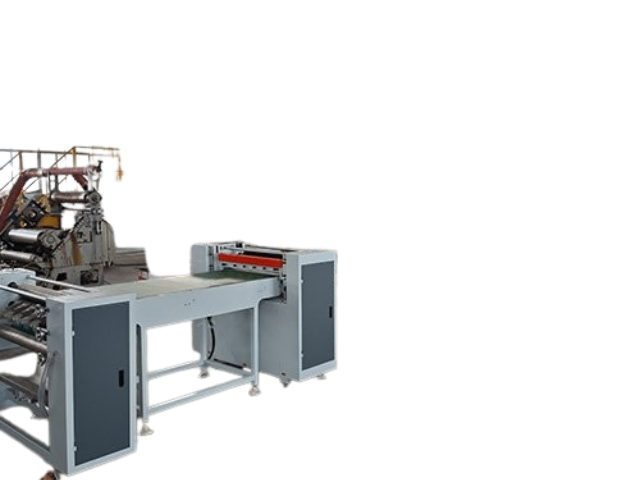
固化定型:成型后的瓦楞制品进入固化单元,在设定的温度和时间条件下,树脂胶料充分固化,形成牢固的复合结构。固化温度和时间根据树脂类型和产品厚度确定,如普通树脂的固化温度通常为170-180℃,厚壁制品则需要延长固化时间以确保固化充分。5精细切割:固化后的瓦楞制品被输送至切割系统,根据预设尺寸进行精细切割。切割过程中,伺服控制系统实时调节切割速度,确保切割长度的准确性,同时避免切割过程中对产品结构造成损伤。 成品收集:切割后的成品通过收纸机构整齐堆叠,便于后续的打包、贴标和运输。收纸机构的设计充分考虑了产品的堆放稳定性,可根据产品尺寸自动调整堆叠高度和方式,为后续工序做好准备。沸石转轮技术革新传统空气净化方式明显提升净化效率与品质。江苏沸石转轮单面瓦楞机生产厂家
精度是玻璃纤维瓦楞制品质量的重心指标,直接影响产品的结构强度、装配精度和使用寿命。现代玻璃纤维瓦楞机通过多维度的技术创新,实现了对成型过程的精细控制。在成型精度控制方面,采用高精度伺服电机和滚珠丝杠传动系统,替代传统的链条传动,使瓦楞波高、波距的调节精度误差控制在±0.05mm以内,接近国际先进水平。在温度控制方面,采用分区加热和智能温控算法,确保固化单元各区域温度均匀稳定,波动范围不超过±3℃,避免因温度不均导致的产品性能差异。在张力控制方面,动态张力控制系统通过传感器实时采集数据,快速响应并调整放卷和输送速度,确保基材张力波动控制在5%以内,有效避免了基材拉伸断裂或起皱问题。江阴催化剂载体单面瓦楞机设备沸石转轮技术的广泛应用,为有机废气处理行业带来了新的发展机遇与挑战。

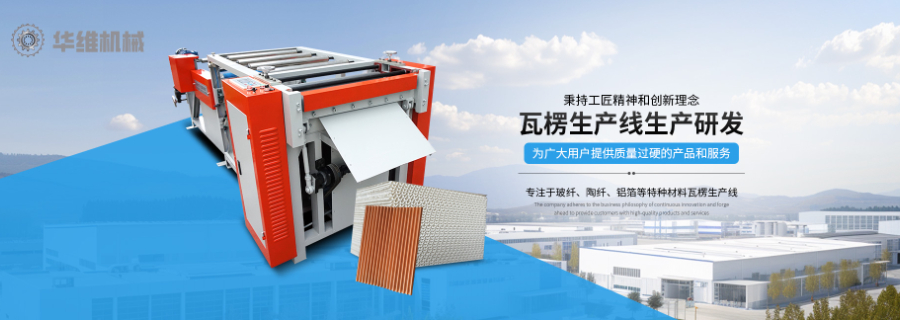
瓦楞辊通常采用高硬度、耐磨的材料制造,并经过精密加工和热处理工艺,以确保其表面的精度和硬度,能够承受长时间的强高度工作而不发生变形或磨损。压辊则与瓦楞辊紧密配合,在工作时,压辊将玻璃纤维纸压向瓦楞辊,使其进入凹槽从而形成瓦楞形状。压辊的压力可以通过调节装置进行精确调整,以适应不同厚度和材质的玻璃纤维纸,确保瓦楞成型的质量和稳定性。同时,瓦楞成型系统还配备了一系列的调节装置,用于调整瓦楞辊之间的间隙、压力以及相对位置等参数,以满足不同产品的生产需求。这些调节装置操作简便、精度高,能够快速、准确地完成参数调整,为生产过程的高效性和灵活性提供了有力保障。
原纸加热与塑形原纸(瓦楞芯纸)首先经过预热装置,通过蒸汽、电加热或导热油等方式升温至160℃以上,软化纤维以增强可塑性。这一步骤为后续瓦楞成型提供必要条件。瓦楞辊挤压成型加热后的原纸进入上下瓦楞辊之间,辊筒表面经过热处理(硬度达HRC58-60°)并镀铬,确保耐磨性和导热性。辊筒的楞型(如UV、A、C、B、EB等)决定瓦楞的波高和密度,直接影响纸板的抗压强度和缓冲性能。涂胶与粘合成型后的瓦楞芯纸在楞峰处通过涂胶辊均匀涂抹淀粉粘合剂,随后与从预热器输送来的面纸在压力辊下压合,形成单面瓦楞纸板。涂胶量需精确控制(干淀粉用量约10-14g/m²),以确保粘合强度且避免透胶。自动化控制与分切现代单面瓦楞机配备电动隔浆装置、真空吸附导纸系统和气动控制压力辊,可实现涂胶部运转、防止浆糊枯竭,并通过激光定位或伺服电机确保分切精度(误差±0.1mm以内)。部分机型还集成旋转式剪纸机,直接输出所需尺寸的单面瓦楞纸板。随着技术的不断进步,玻璃纤维模块的性能将更加明显。

成型装置:作为设备的“心脏”,成型装置的设计直接决定了瓦楞制品的波形精度、结构强度和生产效率。根据产品形状和应用场景的不同,成型装置主要分为辊压成型、缠绕成型和模压成型三种类型。辊压成型机通过一对或多对带有预设波形的辊筒,将浸胶后的基材辊压成线性瓦楞结构,适合大批量标准化产品生产,如建筑用瓦楞板;缠绕成型机则通过中心轴旋转带动模具运动,配合可伸缩的扇形板组合结构,实现圆柱形、锥形等双曲面瓦楞容器的连续缠绕成型,这种设计使传统需要人工内贴的成型工艺实现机械化,生产周期从数小时缩短至约一小时;模压成型机采用液压系统提供成型压力,适用于复杂形状制品的生产,单次成型时间较长但制品精度高。玻璃纤维瓦楞模块的应用,助力企业实现绿色生产目标。江阴SCR单面瓦楞机工艺
利用分子筛技术,有效处理VOCs,提升空气质量。江苏沸石转轮单面瓦楞机生产厂家
转轮除湿机通过连续循环的吸附-再生过程实现空气除湿。其重心部件——除湿转轮以缓慢速度旋转(通常为8-10转/小时),并被密封系统划分为处理区域和再生区域。当潮湿空气通过处理区域时,水蒸气被转轮中的吸湿剂吸附,干燥后的空气被输送至目标空间。与此同时,转轮饱和部分旋转至再生区域,经高温空气(通常为100-140℃)处理,吸附的水分被脱附,恢复转轮的除湿能力。这一过程的重心在于吸湿材料的选择与载体结构的设计。高效的除湿转轮需要在吸附容量、再生效率和使用寿命之间取得比较好平衡。江苏沸石转轮单面瓦楞机生产厂家
- 催化燃烧单面瓦楞机直销 2026-06-21
- 江苏三元催化单面瓦楞机生产工艺 2026-06-20
- 玻璃纤维瓦楞单面瓦楞机厂家 2026-06-09
- RTO废气处理单面瓦楞机视频 2026-06-08
- 江苏沸石转轮单面瓦楞机生产工艺 2026-06-07
- 无锡板式催化单面瓦楞机价格 2026-06-06
- 江阴VOCs催化燃烧单面瓦楞机直销 2026-05-29
- 玻璃纤维单面瓦楞机视频 2026-05-23
- 江苏分子筛单面瓦楞机操作流程 2026-05-12
- 江阴分子筛单面瓦楞机操作流程 2026-05-09
- 江阴催化燃烧单面瓦楞机公司 2026-05-07
- 江苏陶瓷纤维蜂窝模块单面瓦楞机视频 2026-05-06