不同规模、不同行业的制造企业,其生产管理需求存在***差异,成都众和昊天的系统凭借强大的定制化能力,成为适配各类企业发展需求的灵活解决方案。该系统采用模块化架构设计,主要功能模块可根据企业的生产特性、管理模式、发展阶段进行灵活组合与个性化调整。对于中小型制造企业,系统可聚焦生产流程管控、质量追溯等主要需求,提供高性价比的轻量化解决方案;对于大型制造企业,系统可拓展智能调度、大数据分析、全产业链协同等高级功能,满足复杂生产场景的管理需求。公司作为四川省智改数转诊断组成员单位,已对绵阳、眉山、乐山等几十家企业进行线下诊断,基于企业实际痛点优化系统功能,使系统能够精细匹配企业发展诉求。这种定制化能力不*提升了系统的实用性,更降低了企业的数字化转型门槛,助力不同类型企业实现差异化、高效化的数字化升级。软件重构需保持功能稳定,通过代码优化消除技术债务与性能瓶颈。MOM系统哪些好用

面向未来智能制造的发展趋势,成都众和昊天的系统已完成前瞻布局,成为企业抢占未来竞争制高点的重要载体。系统持续融合 AI、大数据、物联网等前沿技术,不断拓展智能化应用场景,例如通过 AI 算法实现生产计划的自主优化、设备故障的精细预测、质量问题的自动识别;通过数字孪生技术构建虚拟生产场景,实现生产流程的模拟仿真与优化;通过工业互联网平台实现跨企业、跨产业链的协同合作。公司作为智能制造数字化领域的 “中坚力量”,始终保持对技术趋势与行业需求的敏锐洞察,将系统的发展与未来智能制造的要求同步。选择该系统,企业不*能满足当前的数字化转型需求,更能提前布局未来,在柔性生产、智慧协同、绿色制造等未来发展方向上占据先机,实现长期可持续发展。苏州MOM系统工业软件覆盖 CAD 与 MES 系统,支撑制造流程的数字化与智能化转型。

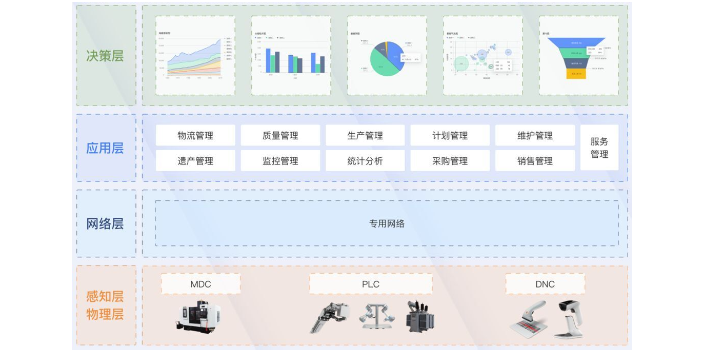
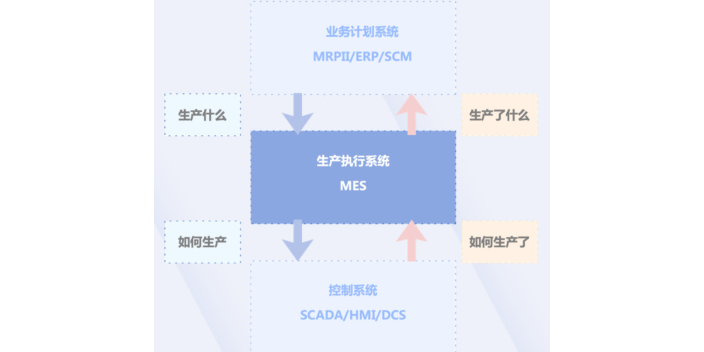
成都众和昊天科技有限公司的 MOM 制造运营管理系统,为企业提供全流程、一体化的制造运营管理解决方案,区别于传统 MES 系统,更侧重生产、质量、物流、设备等环节的协同运营。MOM 系统以生产计划为主要,实现订单分解、工序排程、资源分配的智能化管理,通过与设备联网对接,实时采集设备运行数据,实现设备利用率比较大化与生产流程比较好化。在物流管理方面,系统整合物料需求计划、库存管理、配送调度等功能,实现物料精细配送与库存动态平衡,避免物料积压或短缺。在设备管理上,MOM 系统支持设备台账管理、预防性维护计划制定、故障报修与处理跟踪等功能,延长设备使用寿命,减少非计划停机时间。作为 解决方案供应商,公司的 MOM 系统已在派斯克、茂捷等企业成功应用,通过系统部署实现了生产运营效率提升、资源消耗降低、协同能力增强等多重效益,成为企业打造智能工厂的主要支撑。
中小企业数字化转型不*是技术变革,更是管理模式的重塑。成都众和昊天科技有限公司在提供数字化技术服务的同时,注重帮助企业进行管理理念与模式的创新。通过引入先进的数字化管理理念,如精益生产、敏捷管理等,结合数字化工具与系统,帮助企业优化业务流程,提升管理效率。在为一家家具制造中小企业服务时,众和昊天科技协助企业建立以客户订单为驱动的敏捷生产管理模式,借助数字化系统实现生产计划的快速调整与资源的准确配置,减少了生产周期与库存积压,提升了企业的市场应变能力与经济效益,实现数字化转型与管理创新的协同发展。智能化系统优化生产执行工艺参数。

成都众和昊天科技有限公司针对不同行业的生产特点,推出了 MES/MOM 系统个性化适配方案。在机械制造行业,系统重点强化生产工艺管理、设备管理与质量追溯功能,适配多品种小批量的生产模式;在电缆制造行业,如长盈电缆案例中,系统优化了物料消耗监控、生产进度追踪与产品检测数据管理功能,满足连续化生产需求;在电子制造行业,系统侧重精细化生产调度、零部件追溯与电子产品质量管控,适应电子产品更新换代快的特点。公司作为四川省机械制造业商会会员单位,深入了解各行业生产痛点,通过与客户深度沟通,制定针对性的 MES/MOM 系统实施方案。同时,系统具备良好的扩展性,可根据行业技术发展与企业业务拓展,灵活增加新功能模块,确保系统长期适配企业发展需求。这款管控系统让生产执行能耗管控更准确。MOM系统哪些好用
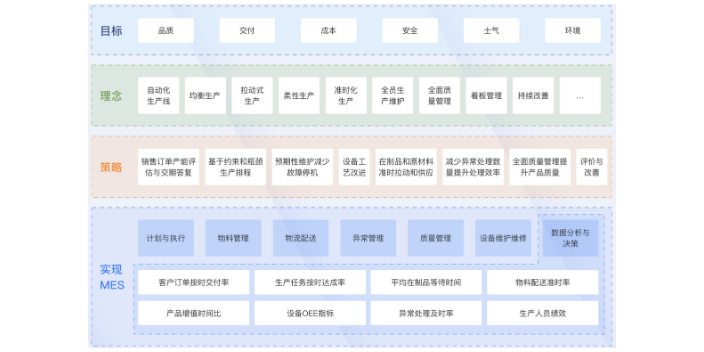
众和昊天研发的系统满足多行业生产执行需求。MOM系统哪些好用
生产质量管理是制造企业**竞争力的关键,成都众和昊天科技有限公司的 MES/MOM 系统在该领域展现出强大的赋能能力。MES/MOM 系统将质量管理贯穿生产全流程,通过预设质量标准与检测节点,实现生产过程的实时质量监控。在原材料环节,系统支持供应商资质管理与物料检验数据录入,不合格物料自动标记并禁止流入生产环节;在生产工序中,通过工位检测数据实时上传,系统可自动识别质量异常,及时发出预警并暂停相关工序,避免不合格品批量产生;在成品环节,系统整合检测数据形成产品质量报告,支持按订单、批次等维度快速查询追溯。同时,MES/MOM 系统具备质量数据分析功能,可自动统计不良品类型、产生原因等信息,为企业优化生产工艺、提升产品质量提供数据支撑。众多客户案例显示,部署该 MES/MOM 系统后,企业产品合格率平均提升 5%-10%,质量追溯效率提升 80% 以上,大幅降低质量成本。MOM系统哪些好用
成都众和昊天的系统以数据可视化技术为支撑,将复杂的生产数据转化为直观易懂的图表信息,让企业管理决策更...
【详情】成都众和昊天科技有限公司建立了标准化的 MES/MOM 系统实施流程与完善的服务保障体系,确保系统顺...
【详情】成都众和昊天的系统以工业互联网平台为依托,实现了与企业现有信息系统的深度融合,彻底打破了传统制造企业...
【详情】数字化转型不*是技术的升级,更是管理模式的变革,成都众和昊天的系统构建了人与技术协同的管理平台。系统...
【详情】成本管控是制造企业的**竞争力之一,成都众和昊天的系统为企业提供了成本精细化管控的数字化工具。系统通...
【详情】中小企业是制造业的重要组成部分,但受资金、技术、人才等因素限制,智改数转面临诸多难题,成都众和昊天的...
【详情】面向未来智能制造的发展趋势,成都众和昊天的系统已完成前瞻布局,成为企业抢占未来竞争制高点的重要载体。...
【详情】对于拥有多条生产线的制造企业而言,协同运营是提升整体效率的关键,成都众和昊天的系统成为多生产线协同的...
【详情】