- 品牌
- 合家安
- 型号
- DN325—DN820
- 尺寸
- DN325—DN820
- 产地
- 贵州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 镀锌板
- 配送方式
- 汽运
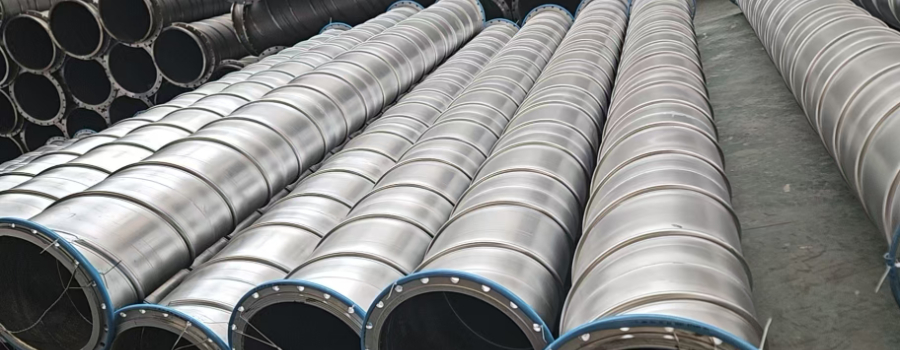
随着科技的进步和市场的不断拓展,镀锌螺旋焊接复合钢管的制造工艺和应用技术也在不断创新。为了适应更加复杂多变的使用环境,科研人员不断研发新型防腐技术和增强材料性能的方法,如采用热浸镀锌、合金化镀锌等先进技术,进一步提升管道的耐腐蚀性和使用寿命。同时,智能化生产线的引入,使得钢管的生产效率和质量稳定性得到了***提升,满足了市场对高质量、高效率产品的需求。未来,镀锌螺旋焊接复合钢管将在更多领域发挥其独特优势,为工业与建筑行业的可持续发展贡献力量。它的耐腐蚀特性,使得镀锌螺旋焊接复合钢管在化工行业得到许多应用。铜仁新型镀锌螺旋焊接复合钢管性能

镀锌螺旋焊接复合钢管具有的特点。在螺旋焊接钢管发生爆破的情况时,由于焊缝所承受的正应力与合应力相对较小,所以爆破口通常不会起始于螺旋缝焊的部位。正因如此,其在使用过程中的安全性相较于直缝焊管要高得多。当在螺旋焊缝的附近存在与之相平行的缺陷时,由于螺旋焊缝在受力方面相对较小,所以这类缺陷扩展所带来的危险性远不如在直焊缝中那样大。需要注意的是,在钢管上存在的应力中,径向应力是较大的应力。因此,当焊缝处于垂直应力这一方向时,就需要承受较大的载荷。其中,直缝所承受的载荷较大,而环向焊缝承受的载荷则是较小的,螺旋缝处于直缝和环向焊缝两者之间。这样的特性使得镀锌螺旋焊接复合钢管在实际应用中能够更好地适应各种复杂的工况和负载条件,为相关工程的安全和稳定运行提供了有力的保障。巴彦淖尔矿用镀锌螺旋焊接复合钢管咨询报价镀锌螺旋焊接复合钢管在农业灌溉系统中也有许多应用。

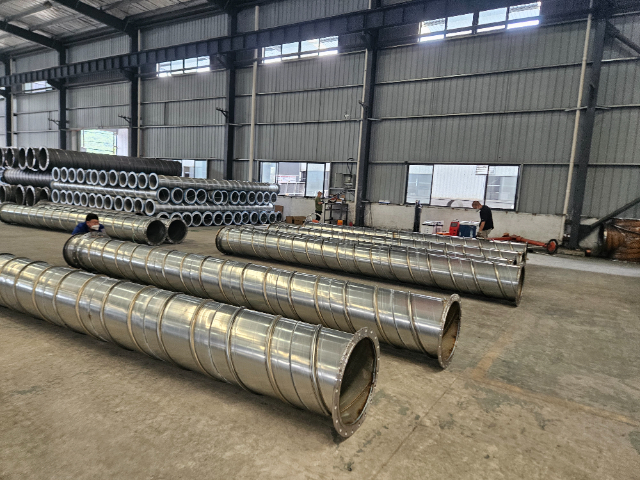
镀锌螺旋焊接复合钢管在矿用环境中展现出了其独特的价值和优势。在矿山开采的复杂环境下,对管材的要求极为严格。镀锌螺旋焊接复合钢管凭借其出色的性能,成为了众多矿山企业的不错的选择。这种钢管采用先进的螺旋焊接工艺,使得焊缝牢固且均匀,能够承受巨大的压力和冲击力。而镀锌层则有效地防止了钢管的氧化和腐蚀,延长了其使用寿命。在矿井通风系统中,镀锌螺旋焊接复合钢管发挥着至关重要的作用。通风管道需要在恶劣的条件下长时间稳定运行,确保新鲜空气能够源源不断地输送到井下各个作业区域。该钢管不仅具有良好的气密性能,保证了通风效率,而且其坚固的结构能够抵御井下可能出现的碰撞和挤压。例如,在某煤矿的通风系统改造中,采用了镀锌螺旋焊接复合钢管。改造后的通风系统运行稳定,有效改善了井下作业环境,提高了工人的工作效率和安全性。同时,由于钢管的抗腐蚀性能出色,减少了通风系统的维护成本和维修次数。
在矿场环境下,镀锌螺旋焊接复合钢管的性能和应用有着诸多技术细节。就钢管的材质而言,需要选用强度、韧性好的钢材,以适应矿山复杂的地质条件和机械冲击。例如,常用的 Q345 钢材具有良好的综合性能,但在一些特殊工况下,可能需要更较大强度的 Q420 或 Q460 钢材。在螺旋焊接过程中,焊接接头的形状和尺寸对钢管的承载能力有重要影响。合理的接头设计可以减少应力集中,提高钢管的疲劳寿命。此外,焊接后的热处理工艺也不容忽视,通过适当的退火或正火处理,可以消除焊接残余应力,改善钢管的力学性能。在某煤矿的综采工作面,用于液压支架的镀锌螺旋焊接复合钢管选用了 Q420 钢材,并对焊接接头进行了优化设计。焊接后进行了整体退火处理,有效地提高了钢管的强度和韧性。在长期的采煤作业中,这些钢管经受住了频繁的机械振动和高压液体的冲击,表现出了可靠的性能。其良好的耐腐蚀性和耐磨性,使得钢管在恶劣工况下仍能长期使用。
螺旋钢管是一种具有螺旋状焊缝的钢管,通常采用螺旋焊接工艺制成。在钢板或钢带被卷成螺旋形后,经过高频焊接或双联焊接的方式连接,然后形成连续的螺旋焊缝。螺旋钢管的标准是根据适用范围和验收规定来区分:部标SY/T5037-2023的螺旋钢管适用范围是普通流体输送管道,国标GB/T9711-2023适用范围是石油天然气工业管线输送系统用钢管,而GB/T3091-2015的螺旋钢管是用于燃气、水煤气、空气、采暖、蒸汽等低压流体输送管道。验收规定上,这三个标准的螺旋钢管探伤检验标准都是不同的,GB/T9711标准的螺旋钢管要严于SY/T5037和GB/T3091的。该类型钢管采用螺旋焊接技术,结合镀锌层保护,有效延长管道使用寿命。煤矿镀锌螺旋焊接复合钢管材料
适用于多种流体传输的镀锌螺旋焊接复合钢管,展现了其灵活的应用性。铜仁新型镀锌螺旋焊接复合钢管性能
在矿用环境中,镀锌螺旋焊接复合钢管是保障生产顺利进行的重要管材。从制造工艺来看,镀锌螺旋焊接复合钢管首先通过将钢带螺旋成型,然后进行焊接。焊接过程中,高温会使钢材局部融化,形成牢固的焊缝。但这个过程需要精确控制焊接温度、速度和电流等参数,以确保焊缝的质量。温度过高可能导致焊缝过烧,降低强度;速度过快则可能造成焊缝未完全融合,出现缺陷。在镀锌环节,通常采用热镀锌或电镀锌的方法。热镀锌时,钢管需要经过酸洗、助镀等预处理步骤,然后浸入高温锌液中,使锌层均匀附着。电镀锌则是通过电解作用将锌离子沉积在钢管表面。例如,在某煤矿的井下通风系统中,选用了直径为 600 毫米的镀锌螺旋焊接复合钢管。在安装过程中,由于井下空间有限,需要对钢管进行分段焊接。焊接工人严格按照工艺要求,控制焊接电流为 250 安培,焊接速度为 35 厘米/分钟,确保了焊缝的强度和密封性。同时,为了增强钢管的抗腐蚀能力,采用了热镀锌工艺,锌层厚度达到 80 微米,有效地延长了钢管的使用寿命。铜仁新型镀锌螺旋焊接复合钢管性能
- 铜仁新型镀锌螺旋焊接复合钢管性能 2024-10-24
- 安顺优势镀锌螺旋焊接复合钢管技术指导 2024-10-06
- 安顺工程镀锌螺旋焊接复合钢管售后服务 2024-09-29
- 重庆新型镀锌螺旋焊接复合钢管推荐货源 2024-09-27
- 安顺新型镀锌螺旋焊接复合钢管批发价格 2024-09-14
- 曲靖煤矿镀锌螺旋焊接复合钢管批量定制 2024-09-12
- 黔西南矿用镀锌螺旋焊接复合钢管技术指导 2024-09-11
- 黔东南优势镀锌螺旋焊接复合钢管价格表格 2024-09-03
- 四川镀锌螺旋焊接复合钢管技术指导 2024-09-01
- 四川新型镀锌螺旋焊接复合钢管直发 2024-08-31
- 通辽工程镀锌螺旋焊接复合钢管报价多少 2024-08-31
- 云南矿用镀锌螺旋焊接复合钢管厂家批发价 2024-08-29