- 品牌
- 量化检测
- 公司名称
- 广东量化检测技术有限公司
- 安全质量检测类型
- 可靠性检测
- 所在地
- 广东
- 检测类型
- 行业检测
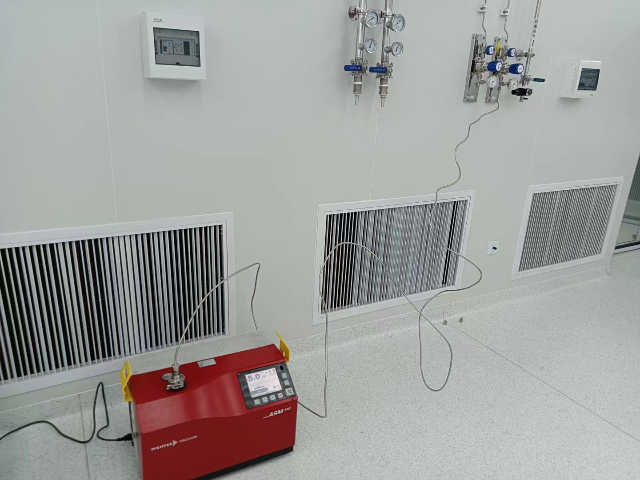
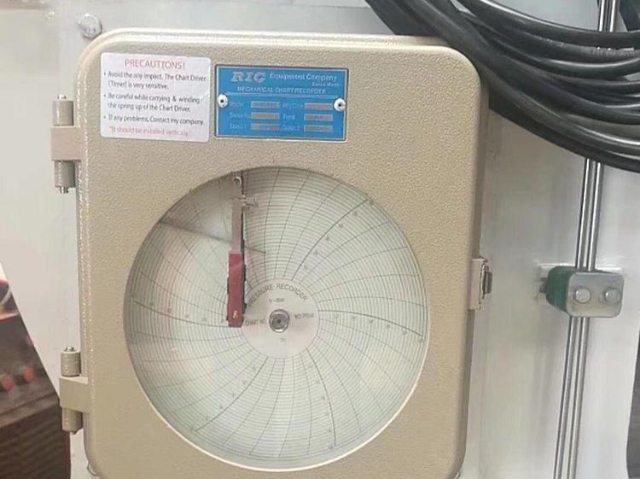
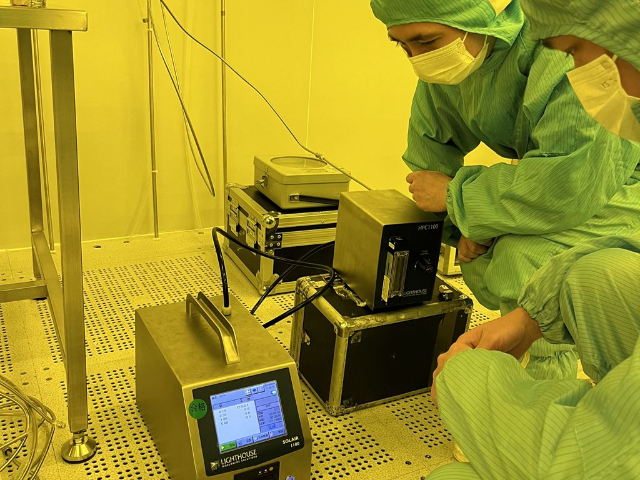
高纯气体系统工程的管道若存在泄漏,会导致气体纯度下降,影响生产,保压测试是验证其密封性的关键。测试时,管道需先经超净氮气吹扫(水分含量≤-70℃),再充入高纯氮气至设计压力(0.8MPa),关闭阀门后监测 48 小时,压力降需≤0.1% 初始压力。高纯气体管道多为小口径(≤50mm)电解抛光管,焊接采用全自动轨道焊,若焊接参数不当(如电流过大),会导致焊缝氧化或产生气孔,引发泄漏。保压测试能发现这些隐蔽缺陷,例如某半导体厂的高纯氩气管道,因焊缝微漏导致氩气纯度从 99.9999% 降至 99.999%,影响晶圆刻蚀精度。通过保压测试,可确保管道无泄漏,为气体纯度提供基础保障,这是高纯气体系统工程验收的必备项。电子特气系统工程的 0.1 微米颗粒度检测,采样量≥100L,严控颗粒污染物影响芯片质量。中山实验室气路系统气体管道五项检测水分(ppb级)
工业集中供气系统的保压测试不合格(泄漏)会导致浮游菌进入管道,因此需联动检测。例如食品厂的压缩空气管道泄漏,会吸入车间空气中的霉菌,导致浮游菌超标,污染食品。检测时,保压测试合格(压力降≤1%)后,测浮游菌(≤10CFU/m³);若保压不合格,需修复后重新检测。工业集中供气系统的过滤器需安装在靠近用气点的位置,且需验证其密封性能,而保压测试能发现过滤器与管道的连接泄漏。这种关联检测能保障气体卫生安全,符合食品生产的卫生标准。中山电子特气系统工程气体管道五项检测0.1微米颗粒度检测尾气处理系统的氦检漏,需在风机前后管道检测,防止负压区吸入空气。
尾气处理系统的管道若存在 0.1 微米颗粒污染物,会堵塞处理设备(如活性炭吸附塔、HEPA 过滤器),降低处理效率。例如在电子厂的废气处理中,尾气携带的硅粉尘(0.1-1μm)会堵塞过滤器,导致系统阻力上升,能耗增加;在喷涂行业,漆雾颗粒会污染吸附剂,缩短其使用寿命。0.1 微米颗粒度检测需用激光颗粒计数器,在尾气进入处理设备前采样,采样体积≥500L,每立方米颗粒数需≤100000 个(0.1μm 及以上)。检测前需确认管道内气流稳定,避免湍流导致颗粒分布不均。通过颗粒度检测,可及时发现上游生产的颗粒排放异常,或管道内的腐蚀产物脱落,为系统维护提供依据,确保尾气处理效率。
电子特气系统工程中,氧气和水分常共同存在,对特气质量产生协同影响,因此需关联检测。例如氧气会加速水分对管道的腐蚀,生成更多颗粒污染物;水分会促进氧气与特气的反应(如磷化氢与氧、水反应生成磷酸)。检测时,先测氧含量(≤10ppb),合格后测水分(≤10ppb),两者均需达标。电子特气系统需采用 “脱氧 + 脱水” 双级净化,且管道需经钝化处理(如用高纯氮气吹扫 + 加热),减少氧和水的吸附。这种关联检测能多方面保障特气化学稳定性,避免因氧和水的协同作用导致的生产事故,这是电子特气系统工程的重要质量要求。工业集中供气系统的氦检漏,泄漏率≤1×10⁻⁸Pa・m³/s,保障气体输送效率。

大宗供气系统中的气体(如压缩空气、氮气)若含水分,会导致管道腐蚀、设备故障。例如在气动控制系统中,水分会使气缸内壁锈蚀,缩短使用寿命;在食品包装中,氮气中的水分会导致包装内结露,影响食品保质期。ppb 级水分检测需用露点仪,在管道出口处检测,温度需≤-40℃(对应水分≤1070ppb),根据行业不同可提高标准(如电子行业需≤-60℃)。大宗供气系统需安装干燥机(如吸附式干燥机),出口温度需稳定,而水分检测能验证干燥机性能 —— 若检测值超标,可能是干燥剂失效或再生系统故障。通过严格的水分检测,可确保气体干燥度,减少设备维护成本,延长系统寿命。电子特气系统工程的 0.1 微米颗粒度检测,聚焦阀门和接头,防止颗粒污染物积聚。中山实验室气路系统气体管道五项检测水分(ppb级)
尾气处理系统氦检漏泄漏率≤1×10⁻⁷Pa・m³/s,防止有毒气体外泄污染环境。中山实验室气路系统气体管道五项检测水分(ppb级)
高纯气体系统工程对管道密封性的要求堪称苛刻,哪怕微小泄漏都可能引入杂质,破坏气体纯度。氦检漏作为高精度泄漏检测手段,在该系统中不可或缺。检测时,先将高纯气体管道抽真空至≤5×10⁻³Pa,再向管道内侧充入 5% 氦气与 95% 氮气的混合气体,外侧用氦质谱检漏仪探头扫描。根据标准,泄漏率需控制在≤1×10⁻⁹Pa・m³/s,这一精度远高于肥皂水检漏等传统方法。对于输送超高纯氮气(纯度 99.9999%)或电子级氨气的管道,氦检漏能准确定位焊接缺陷、阀门密封不良等问题,避免微量泄漏导致的气体纯度下降 —— 要知道,电子级气体中杂质含量需控制在 ppb 级,任何泄漏引入的空气(含氧气、水分)都会直接影响产品良率,因此氦检漏是高纯气体系统工程验收的 “必过项”。中山实验室气路系统气体管道五项检测水分(ppb级)
水分以水蒸气的形态存在于高纯气体管道中,是管道洁净度的重要控制指标之一。管道内水分浓度过高时,水汽会在输送过程中遇冷凝结成液态水,导致不锈钢管道内壁锈蚀和阀门卡滞。在半导体制造中,水汽与硅晶圆表面反应生成二氧化硅,会导致栅氧化层厚度异常,直接影响器件性能。依据GB 50646-2020的规定,水分测试时气体速度应低于设计流速的10%,且小于3m/s,防止流速过高导致测试结果偏高。测试气源的水分应小于1ppbv,测试气体水分增量应小于20ppbv,测试结束后应至少保持20分钟稳定在规定值以下为合格。对于大规模集成电路行业,管道系统测试气体水分增量要求更为严格,宜小于10ppbv。水分测试通常采用...
- 智能化气体管道五项检测哪家好 2026-06-26
- 广州气体管道五项检测售后服务 2026-06-25
- 租赁气体管道五项检测选择 2026-06-24
- 从化区气体管道五项检测清单 2026-06-19
- 香洲区一站式气体管道五项检测 2026-06-17
- 宝安区气体管道五项检测机构 2026-06-11
- 珠海电子特气系统工程气体管道五项检测水分(ppb级) 2026-04-18
- 河源尾气处理系统气体管道五项检测0.1微米颗粒度检测 2026-04-08
- 潮州实验室气路系统气体管道五项检测氧含量(ppb级) 2026-04-07
- 湛江大宗供气系统气体管道五项检测保压测试 2026-04-04


- 揭阳高纯气体系统工程气体管道五项检测氦捡漏 2026-03-20
- 江门尾气处理系统气体管道五项检测水分(ppb级) 2026-03-15
- 惠州气体管道五项检测氦捡漏 2026-03-07
- 广州高纯气体系统工程气体管道五项检测耐压测试 2026-03-05
- 汕头实验室气路系统气体管道五项检测保压测试 2026-02-10
- 工业集中供气系统气体管道五项检测0.1微米颗粒度检测 2026-02-09




- 翁源网络营销压缩气体检测 07-09
- 梅州全过程压缩气体检测 07-08
- 金湾区哪个洁净室检测 07-08
- 什么是洁净室检测出厂价 07-07
- 韶关气体管道五项检测产品介绍 07-07
- 高明区数据洁净室检测 07-06
- 南海区医院医用气体系统验收欢迎选购 07-06
- 龙华区智能化压缩空气检测 07-05
- 坪山区压缩空气检测平台 07-05
- 互联网压缩空气检测厂家电话 07-04