例如,触点材料需检测导电率、硬度、耐磨性与抗电弧性,弹片材料需检测弹性极限、疲劳强度与高温稳定性,导热片材料需检测导热系数,确保材料性能完全适配温控器的工作要求。生产过程管控环节,依托MES生产管理系统,实时监控加工参数(如冲压压力、激光功率、电镀厚度、加工温度)、设备状态、生产进度,实现全流程数字...
五金加工件基本参数
- 品牌
- 金力丰
- 型号
- 齐全
五金加工件企业商机
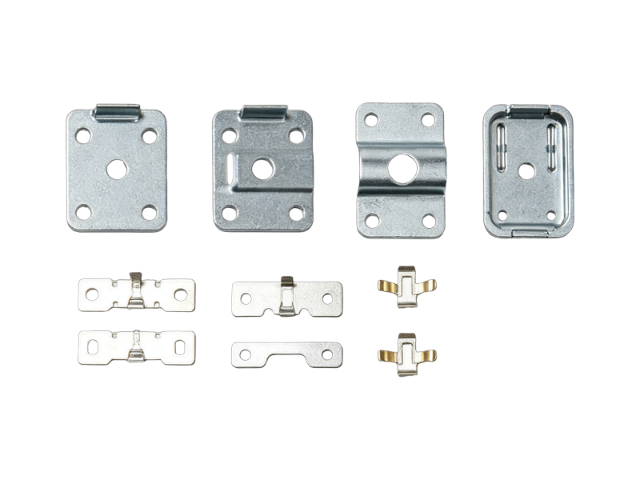
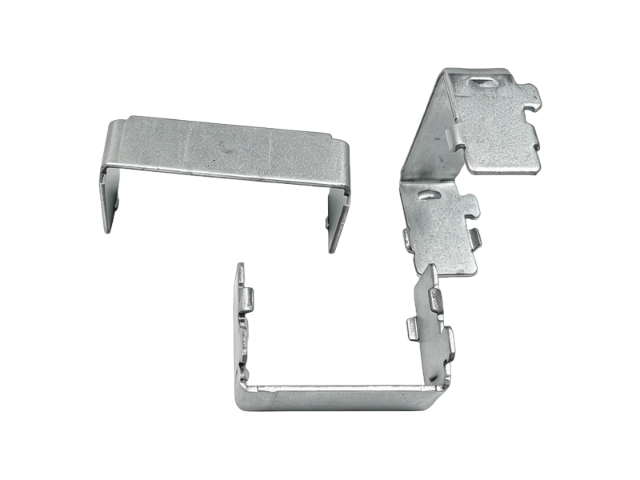
新能源五金件的质量直接关系新能源装备的安全与可靠性,行业已构建 “原材料入检、过程管控、成品全检、体系认证” 的全流程质量管控体系。原材料环节,建立严格的供应商准入机制,对铜材、铝材、钢材等进行成分分析、力学性能测试、盐雾试验,确保原材料符合 ASTM、GB/T 等行业标准,杜绝不合格材料流入生产环节。生产过程中,依托 MES 生产管理系统实现全流程数字化追溯,实时监控加工参数、设备状态、生产进度,通过 AI 质检系统、视觉检测设备,对五金件的尺寸精度、表面缺陷、焊接质量进行 100% 全检,缺陷率控制在 0.1% 以下。成品检测环节,配置三坐标测量仪、拉力试验机、导电率测试仪、盐雾试验箱等设备,开展尺寸精度、抗拉强度、导电性能、耐蚀性能、绝缘性能等 30 余项专项检测,确保产品满足新能源装备的严苛要求。体系认证方面,头部企业均通过ISO9001 质量管理体系、IATF16949 汽车行业质量管理体系认证,部分企业还获得新能源领域专项认证,从管理层面保障产品质量稳定性与一致性。针对新能源汽车高压、大电流场景,五金件额外开展耐压测试、温升测试、振动测试,模拟实际工况验证可靠性,杜绝短路、发热、松动等安全隐患。冲压成型五金加工件,结构稳固,适合大批量标准化生产。江西继电器外壳五金加工件组件
特殊工况需匹配特种材料,沿海高湿环境可选 316 不锈钢提升耐腐蚀性,高温高压场景可采用钛铜合金,极端轻量化需求则用 6061 铝合金(抗拉强度≥270MPa)。材料入库前必须经过光谱分析、超声波探伤与硬度检测,杜绝成分不达标、内部裂纹或硬度异常的原材料流入加工环节,从源头筑牢品质基础。模具是高压端子五金件成型的工装,其设计精度、结构合理性与制造工艺直接决定产品尺寸一致性、成型稳定性及批量生产能力,高压端子因结构复杂、公差严苛,对模具的要求远高于普通低压端子。设计阶段需结合产品三维模型进行仿真分析,重点优化型面结构、冲裁间隙与回弹补偿,冲裁间隙严格控制在材料厚度的 5%-8%,避免毛刺、变形或尺寸超差;针对多引脚、薄料(0.1-0.2mm)高压端子,采用多工位级进模设计,集成下料、成型、折弯、精整等多工序,一次装夹完成全部成型,减少工序累积误差,确保尺寸公差控制在 ±0.01mm-±0.02mm 范围内。江西电控屏蔽罩五金加工件精密加工五金件加工采用数控工艺打造,孔位标准,螺纹规整严丝合缝。

热处理过程中需严格控制温度与冷却速率,温度过高会导致材料软化、强度下降,温度过低则内应力消除不彻底,冷却过快会产生新的内应力。对于尺寸精度要求极高(±0.01mm)的高压端子,热处理后需进行校直与精整,修正轻微变形;同时通过应力检测设备(如X射线应力仪)抽检,确保内应力残留值控制在安全范围内,避免后续使用中出现变形或开裂问题。六、质量检测与管控维度高压端子五金件作为高压电气系统的连接部件,其质量直接关系整个系统的安全稳定运行,因此需建立全流程、多维度的质量检测与管控体系,覆盖原材料、加工过程、成品出厂全环节,确保每一件产品都符合高压使用标准。
精密冲压工艺是温控器五金件量产的工艺,主要用于触点、弹片、外壳、接线端子等小型标准化部件的成型,依托伺服精密压力机、多工位连续模,实现材料的高速冲裁、弯曲、拉伸,加工精度可达±0.005mm,材料利用率提升至87%以上,有效降低生产成本。针对微小尺寸的触点、弹片,采用微冲压技术,控制冲裁间隙、压力与速度,避免出现毛刺、变形、缺料等缺陷,确保触点接触面积均匀,降低接触电阻,保障导电可靠性。CNC数控加工主要用于感温组件、复杂外壳、固定支架等结构复杂的五金件,依托三轴、五轴联动加工中心,完成平面、孔位、曲面、斜孔的一体化加工,精度可达±0.002mm,可根据温控器型号需求,定制不同尺寸、形状的部件,同时通过车铣复合加工,整合多道工序,生产效率比传统工艺提升50%以上。定制化五金加工件,可按图纸、按样品进行非标生产加工。
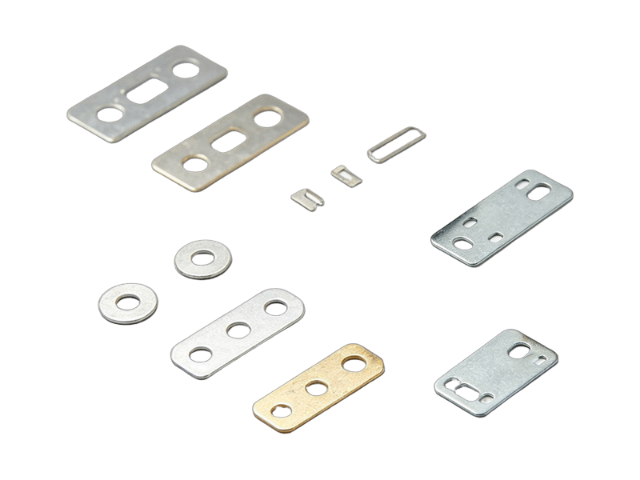
表面处理工艺是提升零件性能的一环,PVD纳米镀层可使表面硬度达HV2000,摩擦系数降至0.1,延长精密齿轮、轴承寿命3倍;电解抛光实现Ra≤0.05μm的镜面效果,满足医疗植入件无菌要求;阳极氧化、钝化、镀镍等工艺则增强零件耐腐蚀、抗指纹能力,适配消费电子、户外装备场景。多工艺协同下,精密五金件从毛坯到成品的全流程精度可控,满足不同行业的严苛标准。智能管控:全流程闭环的质量与效率保障精密五金件加工的核心竞争力在于 “稳定精度” 与 “高效交付”,智能管控体系是实现这一目标的关键。当前行业已进入 “全流程闭环控制” 阶段,通过事前 DFM 工艺优化、事中实时监控、事后全检追溯,形成完整质量管控闭环。DFM(面向制造的设计)提前介入产品研发,优化零件结构、简化加工工序,减少复杂曲面、深孔、薄壁等加工难点,将不良率预判并降低,提升生产可行性与效率。精密加工五金件加工选材精良,材质性能稳定,耐磨抗形变能力出众。浙江继电器外壳五金加工件来图定制
支架托架类五金加工件结构牢固,支撑稳定不易形变。江西继电器外壳五金加工件组件
材料选型是继电器五金件加工的基础前提,原则是适配继电器的工作工况,兼顾导电性能、弹性性能、耐磨性能、耐蚀性能与成本控制,不同类型继电器的五金件材料选择具有明确针对性。触点作为继电器的导电部件,直接影响通断可靠性与使用寿命,主流选用银基合金、铜基合金两大类材料:银镍合金(AgNi10、AgNi20)凭借优异的导电性、耐磨性与抗电弧性,广泛应用于中低压继电器触点,可承受频繁通断冲击,减少触点烧蚀;银镉合金虽导电性能优异,但因环保要求逐步被银锡氧化物(AgSnO2)替代,适配高负载、低损耗的工业继电器与新能源汽车继电器;铜基合金(如紫铜、磷铜)则用于中低端继电器触点或辅助触点,兼顾成本与基础导电需求。弹片类五金件(如接触弹片、复位弹片)需具备良好的弹性与疲劳强度,优先选用磷青铜(C5191、C5210)、铍青铜(QBe2),其中铍青铜经时效处理后,弹性极限与疲劳强度提升,可适配高频次通断的继电器,确保长期使用后无弹性衰减。江西继电器外壳五金加工件组件
深圳市金力丰五金制造有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市金力丰五金制造供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与五金加工件相关的文章

山东新能源汽车五金加工件套件
- 河南继电器接触弹片五金加工件工厂 2026-05-07
- 湖北继电器动簧片五金加工件来样定做 2026-05-06
- 湖南锂电池铝壳五金加工件来样定做 2026-05-06
- 浙江金属弹片五金加工件批发厂家 2026-05-05
- 继电器外壳五金加工件生产厂家 2026-05-05
- 上海继电器五金五金加工件工厂 2026-05-04
- 锂电池铝壳五金加工件研发厂家 2026-05-04
- 浙江继电器接地片五金加工件来图定制 2026-05-03
- 江西继电器磁极片五金加工件套件 2026-05-03
- 五金加工件批发厂家 2026-05-02
- 浙江继电器接地片五金加工件工厂 2026-05-02
- 江西继电器外壳五金加工件组件 2026-05-01
与五金加工件相关的新闻
-
山东锂电池盖板五金加工件工厂 2026-04-29 12:28:32精密冲压工艺是温控器五金件量产的工艺,主要用于触点、弹片、外壳、接线端子等小型标准化部件的成型,依托伺服精密压力机、多工位连续模,实现材料的高速冲裁、弯曲、拉伸,加工精度可达±0.005mm,材料利用率提升至87%以上,有效降低生产成本。针对微小尺寸的触点、弹片,采用微冲压技术,控制冲裁间隙、压力与...
与五金加工件相关的问题
与五金加工件相关的标签
新闻资讯
产品推荐
-

浙江继电器接地片五金加工件工厂
2026-05-02 -
江西继电器外壳五金加工件组件
2026-05-01 -

湖南继电器连接片五金加工件批发厂家
2026-05-01 -
江苏锂电池铝壳五金加工件来样定做
2026-04-30 -

浙江继电器端子五金加工件源头厂家
2026-04-30 -

浙江继电器外壳五金加工件批发厂家
2026-04-29 -

山东锂电池盖板五金加工件工厂
2026-04-29