换能器与变幅杆换能器:主流方案为压电陶瓷堆叠,具有转换效率高(>90%)、响应速度快的优点。特殊工况下可采用镍合金磁致伸缩换能器,适用于高温环境。变幅杆:通过几何设计(指数型、阶梯型)放大振幅,材质多为钛合金或铝合金,表面经硬质阳极氧化处理以增强耐磨性。焊头与夹具系统焊头形状:根据工件轮廓定制,常见类型包括平面型(线束端子)、点焊型(电池极耳)、滚焊型(连续焊缝)。例如,动力电池组焊接需采用梳状焊头,一次完成多个极耳的并联焊接。夹具设计:需兼顾定位精度与散热性,通常采用铜合金或陶瓷材料,配合气动/伺服加压机构实现压力闭环控制。不同于传统加热方式,超声波焊接只局部生热,有效保护材料性能。重庆新能源超声波金属焊接机源头
在汽车内饰件生产中,如仪表盘、车门内饰板等,将不同材质的塑料部件焊接在一起,提升内饰件的整体美观度和装配精度;在汽车发动机制造中,可用于焊接发动机的一些金属零部件,如铝合金材质的发动机缸盖与其他部件的连接,利用超声波焊接的高连接强度和低热输入特性,保证发动机在高温、高压的工作环境下,焊接部位的可靠性;在汽车线束连接中,超声波焊接能够实现电线与端子的可靠连接,提高线束的导电性和机械强度,确保汽车电气系统的稳定运行。浙江自动化超声波焊接供应商适用于多层复合材料焊接,层间剥离强度可控。
医疗行业对产品的安全性和卫生性要求极高,超声波焊接因其无污染、无化学残留的特点而得到广泛应用。在医疗器械制造中,如注射器、输液器等一次性医疗器械的生产,采用超声波焊接将塑料部件焊接在一起,确保产品的密封性和无菌性;在医疗设备的电子元件封装中,能将电子元件密封在塑料外壳内,防止灰尘、水汽等杂质进入,保证医疗设备的稳定运行;在人工关节等植入式医疗器械的制造中,超声波焊接可用于连接金属部件,确保连接强度和生物相容性,满足人体长期使用的要求。如有意向可致电咨询。
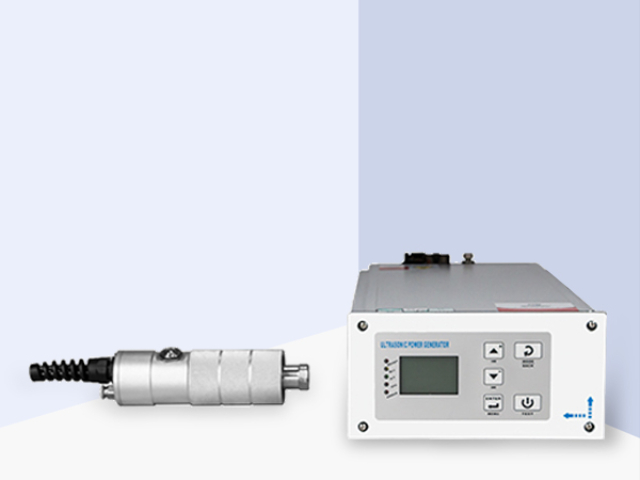
超声波焊接利用高频机械振动(通常频率范围为15-70kHz)产生的摩擦热和塑性变形实现材料连接。整个焊接系统主要由超声波发生器、换能器、变幅杆和焊头组成。超声波发生器将工频交流电转换为高频电信号,换能器利用压电效应将高频电信号转变为同频率的机械振动,变幅杆对机械振动的振幅进行放大,后焊头将放大后的振动传递至待焊接工件表面。当振动传递到工件接触面时,材料表面分子在高频振动作用下相互摩擦,产生大量热量,使材料表面温度升高,达到软化或熔化状态。在外部施加压力的作用下,软化或熔化的材料分子相互扩散、渗透,待冷却后形成牢固的连接接头。无纺布口罩、防护服缝边采用超声波焊接,替代传统针线,提升生产效率300%。

超声波焊接的质量并非偶然,而是由一系列关键工艺参数及其相互作用决定的。掌握这些参数的“火候”是保证焊接一致性的关键。一、重心工艺参数焊接能量:这是较常用和较重心的控制模式。系统通过实时积分计算输入功率与时间的乘积,当累积能量达到预设值时,立即停止焊接。这种方式能有效补偿因工件表面状态微小变化带来的影响,保证焊接强度的稳定性。焊接时间:在时间控制模式下,振动持续一个固定的时间长度。这种方式简单,但对工件一致性要求极高,否则焊接质量波动较大。焊接压力:夹紧力的大小直接影响振动摩擦的阻力和热量的产生。压力过小,摩擦不充分,氧化层无法有效清理;压力过大,会阻碍振动的传递,可能导致工件压溃或焊头粘连。振幅:焊头端面的振动幅度。振幅大小决定了单位时间内输入能量的强度。对于不同材质、不同厚度的工件,需要选择不同振幅的焊头或变幅杆。硬而厚的材料通常需要较大的振幅。现代超声波焊接设备配备实时监测系统,可精细控制焊接深度与能量输出。江苏新能源超声波金属焊接供应商
热影响区极窄,适合电子元件等敏感器件组装。重庆新能源超声波金属焊接机源头
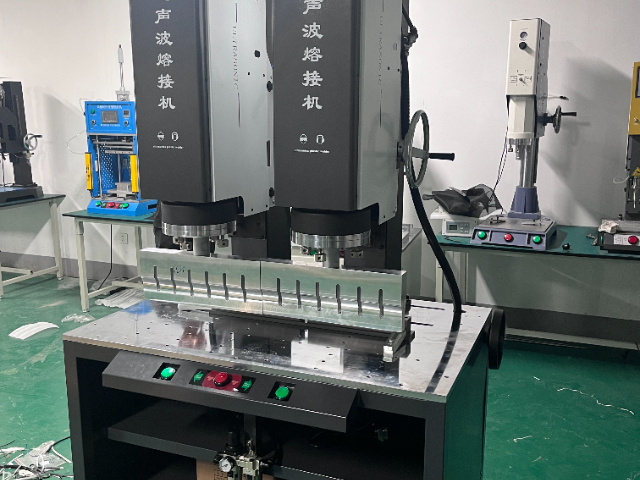
超声波焊机原理是由发生器产生20KHz(或15KHz)的高压、高频信号,通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及在分子间的磨擦而使传递到接口的温度升高,当温度达到此工件本身的熔点时,使工件接口迅速熔化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,便达成焊接目的。超声波焊接机通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续,有些许保压时间,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料本体强度。超声波焊接机按照自动化水平可以分为自动焊接机、半自动超声波焊接机、手动焊接机,对于现代化企业来讲,自动化水平越高越有利于企业流水线生产,所以自动焊接机的使用是企业未来的一个趋势。 重庆新能源超声波金属焊接机源头