- 品牌
- 赋耘
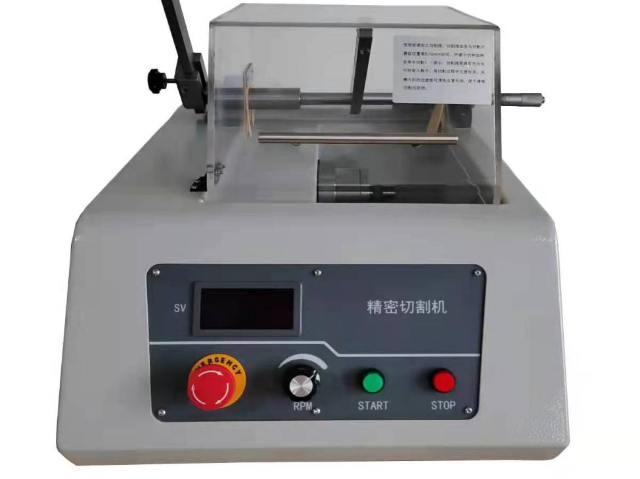
- 型号
- FY-OST-100
- 类型
- 晶间腐蚀仪
- 工作室尺寸
- 850x350x450mm
- 温度波动度
- 0.1
- 重量
- 42
- 厂家
- 赋耘
- 产地
- 上海
- 环境湿度
- ≤85%R.H,不凝露
- 环境温度
- 5-30℃
- 总功率
- 2100W
- 工作时间
- 0-999小时60分钟, 显示,可暂停时间。
- 控制温度
- 0-200℃,显示精度0.1℃
- 操作方式
- 触摸屏操作,支持中英文切换,亮度调节
维护操作的注意要点不当维护可能带来负面作用。某化工厂曾用盐酸浸泡不锈钢阀门除锈,尽管及时冲洗,半年后阀体仍出现晶间开裂。分析认为酸液渗入微缝导致侵蚀。类似情况包括:使用含氯化物溶剂清洗设备、焊接修补后未实施热处理、保温层破损引发局部过热等。推荐维护方式:清洗选用柠檬酸等弱酸制剂;修补焊接后安排整体热处理;潮湿环境定期查验保温层状态。建立标准化维护流程并进行人员培训,有助于减少操作失误。因此一定要注意维护的方式方法。赋耘检测技术(上海)有限公司电解抛光腐蚀仪能腐蚀不锈钢吗?便宜的晶间腐蚀厂家报价

晶间腐蚀C法检测不锈钢产生晶间腐蚀的影响因素(1)加热温度和加热时间的影响(2)冷却速度的影响(3)含碳量的影响,奥氏体不锈钢根据含碳量的不同,分成三个等级:一般含碳量(toc(toe不锈钢的晶间腐蚀分A/B/C/D/E法。晶间腐蚀测试:(不锈钢晶间腐蚀C法测试)检测标准为:ASTMA262-2014MethodC,GB/T4334-2008方法C,JISG0573:1999,ISO3651-1:1998测试步骤:GB/T4334-2008方法CA将符合GB/T626的优级纯销酸溶液用蒸馏水配制成65%±(质量分数)的销酸溶液。B测量试样的尺寸,计算试样的表面积(保留三位有效数字)。并记录相关数据。C试验前对试样进行称重(精确到1mg)。并记录相关数据。D溶液量按试样表面积计算,不低于20ml/cm2。每次试验用新的溶液并记录相关数据。每周期应用新的试验溶液,每个容器只放一个试样。赋耘晶间腐蚀常见问题不锈钢复合板复层晶间腐蚀试验方法和标准有哪些?

要防范晶间腐蚀,可从多个方面着力。在选用金属材料时,需依据实际的使用场景和性能需求,仔细斟酌挑选合适的合金种类。一些经过专门研发改良的合金,在晶间腐蚀抵抗能力上表现相对出色。针对加工环节,要尽可能将各项工艺参数控制在合理区间内。以退火处理来讲,把控好退火的温度范围和维持时间,有助于促使合金元素在金属内部更均匀地分布,减少晶界处元素分布不均的情况,从而降低晶间腐蚀的可能性。在进行铆接、钎焊等连接操作时,选择恰当的连接方式和适配的连接材料,并制定合理的操作流程,能够有效优化连接部位及周边区域的金属组织特性。另外,改善金属的使用环境同样关键,通过调节介质的成分、控制湿度等手段,削弱环境对金属晶界的腐蚀作用,一定程度上避免晶间腐蚀的出现 。
工艺措施采用适当热处理工艺,控制在危险温度区的停留时间,防止过热,施焊时快焊快冷,使碳来不及析出。常见:1)固溶处理,将钢加热1050-1150℃后水淬,使铬化物溶于奥氏体中,这种方法只适合不再焊接的奥氏体钢。2)稳定化处理,一般在固溶处理后进行,将钢加热到850-880℃保温后空冷,此时Cr的碳化物完全溶解,脱离钛的碳化物不完全溶解,且在冷却过程中充分析出,使碳不可能再形成铬的碳化物,因而有效地消除了晶间腐蚀。3)铁素体不锈钢的敏化温度在900℃以上,而在700-800℃退火即可以消除晶间腐蚀倾向。4)去应力处理。一般加热到300-350℃回火。对于不含稳定化元素Ti、Nb的钢,加热温度不超过450℃,以免析出铬的碳化物而引起晶间腐蚀。对于碳和含Ti、Nb不锈钢的冷加工件和焊接件,需在500-950℃,加热,然后缓冷,消除应力。赋耘检测技术(上海)有限公司晶间腐蚀仪腐蚀瓶支架冷凝管烧瓶有销售!

材料选择的对比实例不同材料在相同环境可能呈现不同状态。某滨海电站曾用304不锈钢和含钛元素的321不锈钢制作海水管道支架。三年后检查发现,部分304支架出现碎裂现象,弯曲时呈现脆性断裂特征;321支架表面保持基本完整状态。拆解显示304材料晶界存在侵蚀痕迹,321材料晶界区域相对完整。这类情况提示:含氯环境下可考虑选用含特定添加元素的合金。不过此类材料成本高出常规材料约三分之一,加工时需要更熟练的焊接技术。实际应用中,非主要部件可采用普通材料配合定期轮换计划。
敏化处理对晶间腐蚀的影响.便宜的晶间腐蚀厂家报价
金属发生晶间腐蚀往往受到多种因素的综合影响。一方面,合金成分起着重要作用。不同的合金元素组合会改变金属内部的微观结构,进而影响晶界的稳定性。比如某些铝合金中,合金元素的配比不同,晶间腐蚀的敏感性就有所差异。另一方面,加工工艺也不容忽视。冷加工、热加工过程中的变形程度、加热温度和时间等,都可能对晶界状态产生影响。像焊接操作,如果焊接参数选择不合适,焊缝及热影响区的金属经历快速的加热和冷却过程,容易促使晶界附近发生成分和组织的变化,增加晶间腐蚀的倾向。此外,环境因素,如介质的酸碱度、温度、压力等,也在晶间腐蚀过程中发挥着作用,不同的环境条件下,晶间腐蚀的速率和程度会有所不同 。便宜的晶间腐蚀厂家报价
在化工、能源及海洋领域中,晶间腐蚀的防控具有重要实际意义。设备如换热器、反应釜及管道系统常接触高温酸性或含氯介质,若材料选择或工艺设计不当,易引发晶间腐蚀失效。案例表明,失效往往源于对介质特性认识不足、制造工艺疏漏或操作温度失控。成功的设计需综合考虑环境化学特性、温度波动及设备应力状态,并引入腐蚀余量及定期检测计划,延长设备服役寿命。热处理制度对材料晶间腐蚀敏感性具有决定性影响。固溶处理能使碳化物溶解并快速冷却固定均匀状态,是恢复材料耐蚀性的有效手段。对于稳定化不锈钢,还需进行稳定化处理促使碳与钛、铌优先结合,避免铬的消耗。热处理需严格控制温度、时间及冷却速率,任何偏差均可能导致碳化物析出或溶...
- 安徽晶间腐蚀什么品牌性价比高 2026-06-18
- 内蒙古不锈钢D法晶间腐蚀怎么使用 2026-06-16
- 辽宁镍合金晶间腐蚀操作说明 2026-06-07
- 附近哪里有晶间腐蚀定做价格 2026-03-24
- 陕西草酸法晶间腐蚀什么价格 2026-01-16
- 黑龙江镍合金晶间腐蚀厂家直销 2025-11-10
- 河北锻造高镍铬轴承合金晶间腐蚀代理加盟 2025-11-04
- 河南晶间腐蚀国标 2025-11-02
- 河南不锈钢晶间腐蚀什么品牌性价比高 2025-11-01
- 北京铝合金晶间腐蚀用什么腐蚀液 2025-10-25



- 什么是晶间腐蚀零售价格 2025-08-30
- 一次性晶间腐蚀怎么使用 2025-08-29
- 便宜的晶间腐蚀厂家报价 2025-08-23
- 赋耘晶间腐蚀出厂价格 2025-08-01
- 河北草酸法晶间腐蚀怎么选择 2025-07-20
- 重庆锻造高镍铬轴承合金晶间腐蚀测量系统 2025-07-03



- 靠谱的金相切割机推荐 06-30
- 浙江金相制样镶嵌树脂大概多少钱 06-29
- 上海斯特尔镶嵌树脂操作说明 06-28
- 安徽镶嵌树脂 06-27
- 上海赋耘金刚石磨盘使用方法 06-26
- 河北贺利氏古莎金相切割片代理加盟 06-25
- 河北进口贺利氏古莎金刚石磨盘厂家直销 06-24
- 江西便携式金相显微镜软件 06-23
- 吉林便携式金相显微镜代理加盟 06-22
- 吉林正置金相显微镜 06-21