全自动液压分度盘采用的技术指导工作(三)
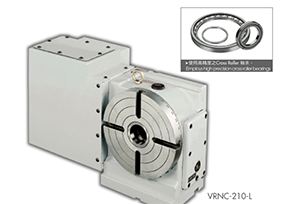
全自动液压分度盘主要功能:
1、可立卧两用分度头。
2、中国台湾数控分度盘可做等份切割举措,只要是整数等份皆可。
3、可做自在视点设置:便是一个工件做非等份切割,则有40个视点可供设定,只要是小数点以下2位的视点皆可依序设定。
4、全自动液压分度盘可自在设定转盘旋转速度,依工件轻重而定,重则慢,轻则快。
5、中国台湾数控分度盘分度精度为1分重复精度0.02mm。
6、可手动正转、回转、寸动。7、体积小,性价高,上手易,一键发动,可和中国台湾数控分度盘数控机台、半主动机台改装合作单动。 借助电脑数控分度盘,复杂工件加工变得轻而易举。上海立卧两用电脑数控分度盘代理公司

潭兴旋转分度盘是不可缺少的工具(五)
潭兴旋转分度盘的作用:
1、用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2、把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3、铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,潭兴分度头上的工件即可获得螺旋运动。
潭兴旋转分度盘的安装与调整:
1、分度头主轴轴线与铣床工作台台面平行度的校正,用直径40mm长400mm的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
2、分度头主轴与刀杆轴线垂直度的校正,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台,当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
3、潭兴旋转分度盘与后座问轴度的校正先校正好分度头,然后将校正棒装夹在潭兴分度头与后座之间,以校正后与分度头主轴等高,然后校正其同轴度,即两座间的轴线平行于工作台台面且垂直于铣刀刀杆。 中山五轴电脑数控分度盘品牌电脑数控分度盘的控制系统稳定,降低了加工误差率。

在新能源设备零件加工中,电脑数控分度盘的高效性得到充分发挥。新能源设备如风电齿轮箱、光伏支架等零件,结构尺寸较大且需要多面加工,传统加工方式效率较低。电脑数控分度盘可通过一次装夹完成多个面的加工,减少装夹次数,例如加工风电齿轮箱的箱体时,分度盘可带动箱体旋转 90 度、180 度等角度,依次完成各个侧面的轴承孔加工,每个孔的位置精度可控制在 ±0.02mm 以内。同时,其与加工中心的高速联动能缩短切削时间,提高单位时间的加工量。在光伏支架的连接孔加工中,分度盘可配合钻攻中心,实现多孔位的连续加工,每根支架的加工时间可缩短至传统方式的一半,满足新能源行业快速扩张的生产需求。
电脑数控分度盘的适配性是其在工业生产中较广应用的重要原因。它可以与多种主流加工设备对接,包括立式加工中心、卧式数控车床、铣床等,通过标准的接口协议实现信号互通。例如,在与加工中心配合时,分度盘可接收来自机床主轴的指令,同步调整工件角度,完成一次装夹后的多工序加工;与数控车床连接时,则能通过尾座定位,实现轴类零件的径向多面加工。此外,它还支持不同规格的夹具安装,无论是三爪卡盘、四爪卡盘还是工装,都能通过预留的螺孔进行固定,满足不同形状工件的夹持需求。这种适配性使得生产企业无需为特定设备单独定制分度盘,降低了设备采购成本,同时也为生产线的灵活调整提供了便利,尤其适合多品种、小批量的生产模式。借助电脑数控分度盘,实现自动化分度,降低人工干预,提升加工一致性。

电脑数控分度盘在模具修复领域也发挥着积极作用。模具在长期使用后,可能出现刃口磨损、型腔变形等问题,需要进行修复加工。此时,电脑数控分度盘可通过精确定位,找到磨损部位的相对位置,配合刀具进行局部修复,避免整体更换模具带来的高成本。例如,冲压模具的刃口出现局部磨损时,分度盘可带动模具旋转到特定角度,让修复刀具沿着原刃口轮廓进行切削,恢复刃口的锋利度。在修复过程中,操作人员可通过控制系统实时观察修复轨迹,根据磨损程度调整切削深度,确保修复后的模具性能与新模具接近。对于复杂的曲面模具修复,分度盘还能与三维测量设备联动,通过扫描数据自动生成修复路径,提高修复精度和效率,延长模具的使用寿命。在机械制造中,电脑数控分度盘发挥关键作用,实现分度与高效加工。上海立卧两用电脑数控分度盘代理公司
电脑数控分度盘的调试过程简单,可快速投入生产使用。上海立卧两用电脑数控分度盘代理公司
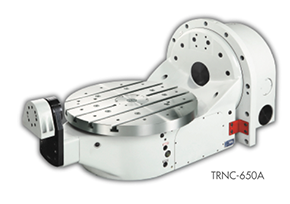
潭兴四轴转台工作技术特点(六)
1.结构工作原理
钢球定位分度盘机构的结构,它依靠高精度的基圆盘和高精度的钢球来提升分度机构的精度。除此之外,为防止钢球沿圆周转动而破坏分度,在某一对钢球之间装一个强度高的钢做成的楔头圆柱其头部是45°楔面,以保证高精度分度。这种机构可以用来加工齿牙盘(即端面齿分度盘)等高精度分度的工件。
2.影响分度精度的因素分析及解决方法
钢球的尺寸精度是分度精度高低的决定因素。为此,钢球的精度是以预选的方法来保证的。用1微米的测微仪,预选直径误差为1微米的钢球240粒,按要求钢球的直径大小误差与真圆度预选在0.5微米以下。磨削和测量基圆是比较困难的,为了解决这一难题,我们采用的加工方法是:先将淬硬的基圆盘磨准两平面,平行度在0.01毫米以内,以平面为基准磨削内孔,应保证平面与内孔中心垂直度为0.001/100毫米,然后装上特制的心轴,以内孔和端面为基准磨削基圆。具体方法可以用多面棱体和准直仪,也可以用准直仪对照反光镜的方法来测定误差。 上海立卧两用电脑数控分度盘代理公司