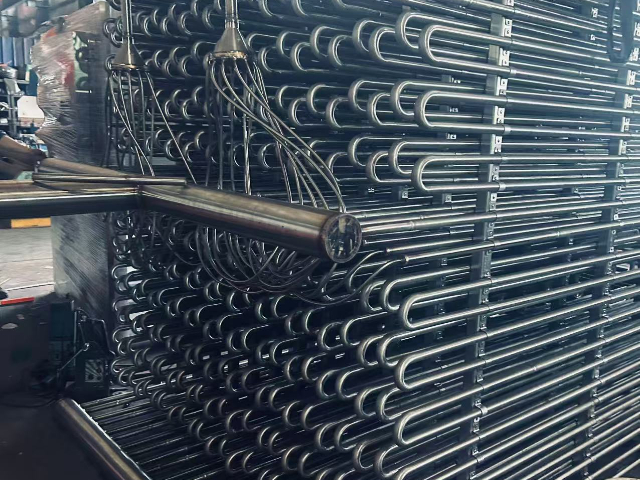
冻干箱体的法兰连接加工有哪些关键要点?法兰连接需保证同轴度(≤0.1mm)和螺栓孔分布精度(角度偏差±5′):①采用数控镗床加工法兰面,一次装夹完成镗孔与铣面,避免多次定位误差;②螺栓孔用坐标镗床加工,孔距公差±0.05mm,防止螺栓受力不均导致密封失效;③法兰与筒体焊接时使用定心工装,焊后检测法兰面垂直度(≤0.2mm/m)。重要场合需配金属缠绕垫,加工时法兰密封面粗糙度Ra≤1.6μm。④成型时采用液压成型或旋压工艺,避免机械折弯的应力集中。加工后需刚性测试(加载100N变形≤0.1mm)。盘管的设计与制造工艺流程。真空设备盘管生产

冻干箱盘管的关注度主要体现在以下方面:从市场角度看,随着医药、食品等行业对冻干箱需求的不断增长,作为关键部件的盘管市场关注度不断提升。从技术角度讲,研发人员关注盘管的传热效率、材质优化、布局设计等,以提升冻干效率与产品质量。在应用方面,用户关心盘管的稳定性、可靠性以及与冻干箱整体的适配性,确保生产过程顺利进行,保障产品品质。此外,在节能环保的大趋势下,盘管的节能性能也成为各方关注的重点来确认盘管的使用度。安徽盘管盘管的功能性有多强大。

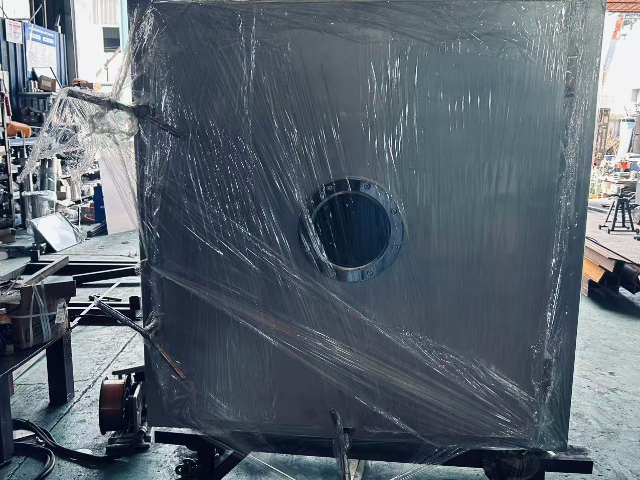
冻干箱体的夹套加工有哪些难点?夹套(用于加热/冷却)加工难点:①双层结构焊接时内外壁间距均匀性(±1mm),需定位销精细固定;②夹套流道焊接(如隔板式)需保证无焊瘤堵塞,采用小电流分段焊;③压力测试时夹套与内胆的隔离,避免相互泄漏,需双密封圈设计;④薄壁夹套(厚度3-5mm)成型时易起皱,需液压胀形工艺(压力5-10MPa),配合数控模具。夹套泄漏率需控制在≤1×10⁻⁸m³/s。焊接飞溅物需彻底***(机械打磨+酸洗),内壁无锐角(R角≥3mm);④成品需通过棉签擦拭检测(TOC≤500μg),表面粒子计数(≥5μm颗粒≤20个/㎡)。关键工序(如抛光)需在洁净间内完成,避免二次污染。
冻干箱盘管的良好保养,能确保冻干机高效运行,延长使用寿命。日常运行时,要定期查看盘管表面,看是否有结霜、结冰或异物附着情况。若有结霜,需在停机后让其自然融化,避免强行除霜损伤盘管;若有异物,用软毛刷小心清理。每隔一段时间,对盘管进行深度清洁。可使用中性清洁剂,按比例稀释后,用软布蘸取擦拭,之后用清水冲洗干净,确保无清洁剂残留。同时,要检查盘管的连接部位,查看有无松动、泄漏现象。一旦发现,及时紧固或更换密封件。另外,长期停机时,要做好盘管的防护,避免其受潮生锈,可在箱内放置干燥剂盘管的安全使用范围;

冻干箱体容器常用的材料有哪些?各自特点是什么?冻干箱体容器多采用不锈钢(如316L、304)、铝合金或钛合金。316L不锈钢耐酸碱腐蚀、强度高,符合GMP洁净要求,是医药食品领域优先;304成本较低,适用于普通工况;铝合金质轻导热好,但耐腐蚀性较弱,需表面处理;钛合金强度高、耐极端环境,多用于航天或**工业。材料选择需结合介质腐蚀性、工作温度(-50℃~+200℃常见)及洁净度标准。各环节需控制形变,尤其焊接后需退火消除应力。盘管的发挥领域关键作用。西藏低温设备盘管设备
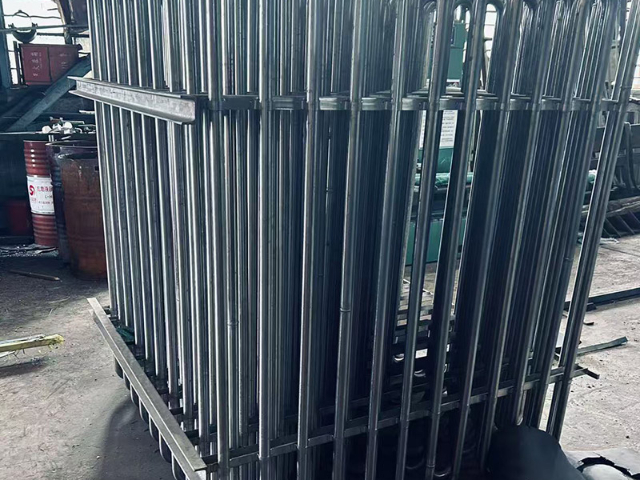
盘管使用不锈钢材质的要求有那些?真空设备盘管生产
加工中如何处理薄壁件(厚度<2mm)的刚性不足问题?薄壁件易在加工中变形,解决措施:①采用“背衬支撑”工装(填充环氧树脂或低熔点合金),增强刚性;②数控加工时降低切削力(小进给量、大前角刀具),分多次走刀(每次切削深度<0.3mm);③焊接选用微束等离子焊,热输入量比常规氩弧焊减少30%;④成型时采用液压成型或旋压工艺,避免机械折弯的应力集中。加工后需刚性测试(加载100N变形≤0.1mm)。防止长期使用变形;③时效处理(铝合金120℃保温),析出强化相,提高硬度。热处理需控制升降温速率(≤10℃/min),避免温差导致新应力,炉内温度均匀性±5℃以内。真空设备盘管生产
盘管使用时,首先要根据具体需求和工况选对盘管类型。比如,制冷系统中,应依据制冷量与空间大小选择合适管...
【详情】盘管在各领域发挥着关键作用,具备多种实用功能。热交换是其功能,在暖通空调中,通过与空气进行热量交换,...
【详情】冻干箱体盘管材质是冻干过程稳定运行的关键因素之一。最常见的盘管材质有不锈钢和铜管。不锈钢盘管具有出色...
【详情】加工中如何满足GMP等洁净标准要求?洁净要求贯穿全流程:①车间需万级洁净室(加工时),人员穿戴无尘服...
【详情】冻干箱体的法兰连接加工有哪些关键要点?法兰连接需保证同轴度(≤0.1mm)和螺栓孔分布精度(角度偏差...
【详情】盘管具备多样且实用的功能性。在制冷方面,作为空调、冷库等制冷设备的关键部件,制冷剂在盘管内流动,通过...
【详情】冻干箱体冷阱管道焊缝质量对整个冻干系统的性能和稳定性至关重要。其焊接需采用特定的焊接工艺,通常选用氩...
【详情】冻干盘管作为冻干机的关键部件,在整个冻干流程里起着举足轻重的作用,其性能直接影响冻干效果与效率。它主...
【详情】如何检测冻干箱体的真空泄漏率常用氦质谱检漏仪,压力衰减法配合使用:①箱体抽真空至10Pa以下,充入氦...
【详情】