装配:将液压阀及辅助元件按照装配图的要求安装到阀块上,安装过程中要注意以下几点:清洁:装配前应对阀块和元件进行彻底清洗,去除表面的油污、铁屑等杂质,防止污染液压系统。密封:正确安装密封圈,确保密封可靠,避免泄漏。安装时应注意密封圈的型号、尺寸和安装方向,避免损坏密封圈。紧固:按照规定的扭矩紧固元件的连接螺栓,既要保证连接牢固,又要避免因过紧而损坏元件或阀块。测试:集成阀块装配完成后,需要进行性能测试,以检验其是否符合设计要求。测试内容主要包括:压力测试:在规定的压力下,测试阀块的密封性,检查各连接部位和油道是否有泄漏现象。流量测试:在不同的流量下,测试阀块的压力损失,确保其满足系统的要求。功能测试:模拟系统的工作状态,测试各液压阀的动作是否灵活、准确,能否实现预期的控制功能。石油开采中,阀块用于钻井平台泥浆泵控制系统,耐冲蚀性能突出。北京节能阀块定制

当液压系统启动,液压油从泵站输出,经标准阀块的进油口涌入主通道,犹如奔腾的水流进入复杂的管网。在阀块内部,油液依据预先设计的油路,被精细分配至各个功能阀门。以方向控制为例,换向阀如同交通枢纽的信号灯,通过阀芯的切换改变油路走向,引导液压油流向特定的执行机构,驱动液压缸活塞杆伸出或缩回,带动机械部件实现直线运动,或者推动液压马达旋转,输出扭矩带动负载运转。压力调节方面,溢流阀宛如智能限压卫士,实时监测系统压力,一旦系统压力攀升至设定的比较高值,溢流阀迅速开启,将多余油液泄回油箱,从而稳定系统压力,防止压力过高损坏设备;减压阀则在分支回路中,通过调节自身阀口开度,降低进口压力,为下游元件提供稳定且适配的工作压力。流量分配时,节流阀或比例阀如同精细的流量调节器,根据系统对执行机构速度的要求,调节阀口大小,控制油液流量,进而精确调控执行机构的运动速度。在整个工作过程中,所有阀门的进出油口借助阀块内部精心设计的流道互联互通,形成一个高度集成、协同工作的液压控制网络,高效、精细地完成各类复杂的控制任务。伺服系统阀块定制采用卡套式或法兰式连接,拆装便捷,无需特殊工具即可完成检修。
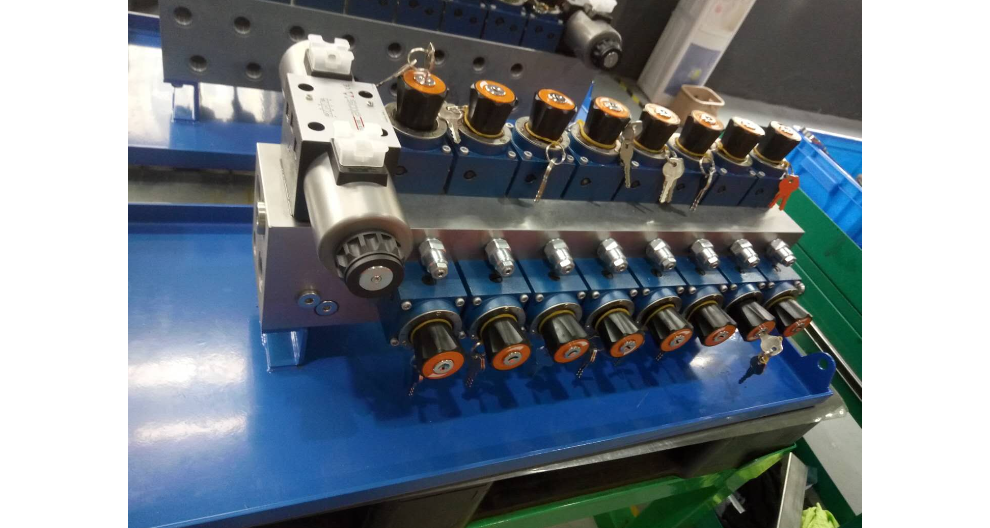
插装阀块的重心特点在于采用二通插装阀作为主要控制元件。二通插装阀通常由阀芯、阀套、弹簧和密封件等组成,具有结构紧凑、通流能力大、密封性好等优点。在插装阀块中,多个二通插装阀被安装在阀块体的特定安装孔内,通过先导控制油液对插装阀阀芯的开启与关闭进行控制,从而实现对液压油路的通断、压力调节和流量分配等功能。插装阀块适用于大流量、高压的液压系统,如大型工程机械的液压传动系统、冶金工业中的液压压下系统等。其强大的通流能力能够满足系统在高负载、大流量工况下的工作需求,同时,通过合理的先导控制设计,可实现对系统的精确控制,确保系统运行的稳定性与可靠性。
节能阀块的制造工艺涵盖原材料选择、成型加工、表面处理等多个环节。在原材料选择上,根据不同应用场景和性能要求,选用合适的金属材料(如铝合金、不锈钢等)或复合材料。对于对重量和耐腐蚀性要求较高的场合,常选用铝合金材料;而在高温、高压和强腐蚀环境下,则多采用不锈钢或特种合金材料。成型加工工艺主要包括铸造、锻造和机械加工。铸造工艺适用于制造形状复杂的阀块毛坯,通过砂型铸造、金属型铸造等方法,可获得接近成品形状的毛坯件。锻造工艺则能提高阀块的力学性能,适用于制造承受较大压力和冲击的阀块。相比铸铁阀体,不锈钢阀块重量减轻40%,同时抗压强度提升至25MPa。

在压力控制方面,节能阀块采用智能压力调节技术。内置压力传感器实时监测系统压力,当系统压力高于设定值时,阀块自动调整阀门开度,释放多余压力,避免因压力过高导致的能量损耗;当压力不足时,又能快速补充压力,维持系统稳定运行。这种精细的压力控制,确保系统始终在比较好压力工况下工作,减少不必要的能源消耗。此外,部分节能阀块具备能量回收功能。在一些液压系统中,当执行元件减速或停止时,原本浪费的动能会转化为液压能。节能阀块可通过特殊结构,将这部分液压能回收并储存起来,在后续系统运行需要时重新释放利用,大幅度提高了能源利用率。快速更换阀芯设计使维护操作时间缩短至传统方案的1/5。海南液压集成阀块公司
集成阀块采用冗余设计,关键通道故障时自动切换备用流道。北京节能阀块定制
集成阀块的加工工艺主要包括铸造、锻造、机加工、热处理等步骤。铸造:对于形状复杂、内部孔道较多的集成阀块,通常采用铸造工艺生产毛坯。铸造工艺可以一次成型,减少后续加工量,提高生产效率。锻造:对于需要更强高度和韧性的集成阀块,可以采用锻造工艺生产毛坯。锻造工艺可以改善材料的内部组织结构,提高材料的力学性能。机加工:机加工是集成阀块制造过程中的关键环节,包括钻孔、铣削、车削、磨削等工序。通过高精度的机加工设备,可以确保集成阀块的尺寸精度和表面质量满足设计要求。热处理:热处理工艺可以改善集成阀块的力学性能和耐腐蚀性。常用的热处理工艺包括淬火、回火、渗碳等。北京节能阀块定制