- 品牌
- 上海立锐 浦锐力
- 型号
- LR
- 类型
- 无心磨床,外圆磨床,轴及辊磨床,工具磨床,多用磨床,内圆磨床,坐标磨床,平面及端面磨床,导轨磨床,仪表磨床,轴承磨床
- 用途
- 通用,**
- 控制形式
- 数控,人工
- 精密程度
- 普通,精密,高精度
- 自动程度
- 手动,半自动,自动
- 布局形式
- 立式,卧式
- 适用行业
- 航空,冶金,仪表
- 作用对象
- 板材,齿轮,螺纹,刀具,工具,五金
砂轮成型刀的工作面精度直接决定了工件的轮廓加工质量,因此对其精度控制提出了极高要求。质量的砂轮成型刀工作面轮廓误差需控制在微米级,表面粗糙度需达到Ra0.1以下,才能满足精密零件的加工需求。为保证精度,在刀具制造过程中,需采用高精度的成型磨削设备与检测设备,如五轴联动磨床、激光干涉仪、三坐标测量仪等,对刀具的轮廓尺寸进行全程监测与控制。同时,选用高纯度的磨料与质量的结合剂,减少材料不均匀性对精度的影响。在使用过程中,还需定期检测成型刀的工作面精度,当出现磨损导致精度超差时,及时进行修整或更换,确保工件加工质量稳定。高性价比砂轮成型刀,品质不打折,降低企业采购成本。广东金刚石砂轮成型刀非标定制

砂轮成型刀的磨削参数选择直接影响加工效率、加工质量与刀具使用寿命。**参数包括磨削速度、进给量、磨削深度等。磨削速度过高,会导致磨削温度升高,加剧刀具磨损,甚至影响工件性能;速度过低,则会降低加工效率。进给量过大,容易产生较大的磨削力,导致工件变形与表面粗糙度变差;进给量过小,会增加加工时间,提高成本。磨削深度需根据工件材料与刀具性能合理选择,粗磨阶段可采用较大的磨削深度,快速去除多余材料;精磨阶段则采用较小的磨削深度,保证加工精度。在实际操作中,需根据工件材料、刀具类型、轮廓复杂度等因素综合调整磨削参数,通过试磨削优化参数组合,实现加工效率与质量的平衡。广东金刚石砂轮成型刀非标定制定制化砂轮成型刀,贴合异形砂轮需求,生产效率节节升。
汽车零部件加工领域是砂轮成型刀的重要应用场景之一,主要用于加工齿轮、凸轮轴、曲轴、叶片等具有复杂轮廓的关键零部件。汽车零部件的加工批量大、精度要求高,对加工效率与质量稳定性提出了严格要求。砂轮成型刀能够实现零部件复杂轮廓的高效精细磨削,如齿轮的齿面轮廓、凸轮轴的凸轮曲面等,大幅提升加工效率,保证批量生产的一致性。在汽车零部件加工中,通常根据零部件的材料与轮廓参数,选择适配的砂轮成型刀类型,如加工齿轮时选用CBN砂轮成型刀,加工铸铁凸轮轴时选用陶瓷结合剂砂轮成型刀。同时,配合自动化磨床设备,实现加工过程的自动化与智能化,进一步提升生产效率。
砂轮成型刀的材料选型直接影响其修整效果和使用寿命,不同材料适配不同类型的砂轮和加工需求。硬质合金材质的成型刀硬度高、耐磨性强,适用于修整刚玉、碳化硅等普通磨料砂轮,广泛应用于常规机械加工领域;金刚石材质的成型刀则因硬度极高,专门适配立方氮化硼、金刚石等超硬磨料砂轮,适用于高精度、高硬度工件的加工场景。此外,高速钢成型刀成本较低、韧性较好,适合小批量、低精度的砂轮修整作业。选型时需综合考量砂轮材质、修整精度要求、加工批量及成本预算,例如超硬磨料砂轮修整必须选用金刚石成型刀,以避免刀体过度磨损影响修整精度。锋利型砂轮成型刀,切削阻力小,砂轮塑形工序更顺畅。
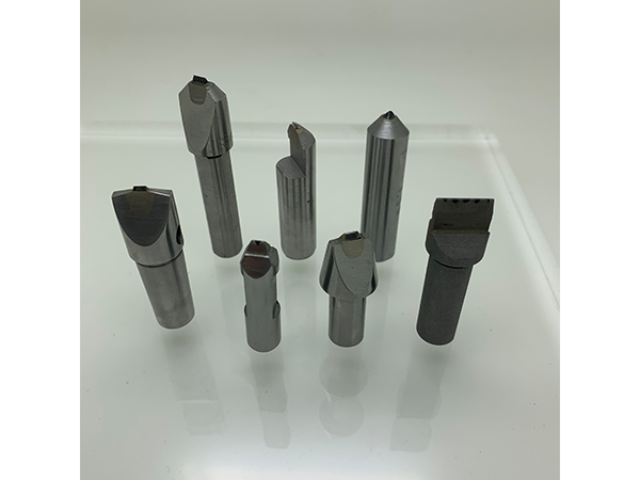
砂轮成型刀在磨具制造行业中扮演着**角色,是实现砂轮个性化成型的关键工具。磨具制造中,不同的加工场景需要不同形状的砂轮,如平面磨削用平面砂轮、沟槽磨削用沟槽砂轮、异形件磨削用异形砂轮等,这些砂轮的成型均需通过砂轮成型刀完成。砂轮成型刀可根据客户的个性化需求定制刃口轮廓,实现从简单平面到复杂异形曲面的砂轮成型。在定制化磨具制造中,金刚石砂轮成型刀因修整精度高、可适配多种磨料材质,成为定制化砂轮成型的优先工具,其精细的刃口轮廓可确保定制砂轮能完全匹配客户的加工需求,提升磨具制造的灵活性和适配性!快速换刀砂轮成型刀,缩短换刀时间,提升生产线效率。河北天然金刚石砂轮成型刀
数控磨床砂轮成型刀,与磨床完美匹配,加工精度达微米级。广东金刚石砂轮成型刀非标定制
砂轮成型刀的安装精度对加工质量具有决定性影响。安装时,需先清理磨床主轴与刀具法兰的连接面,去除油污、粉尘与杂物,确保连接面紧密贴合,无间隙、无晃动;然后通过**工具将成型刀精细安装在主轴上,调整刀具的同轴度与端面圆跳动,确保误差控制在允许范围内。对于数控磨床,还需进行刀具坐标系校准,将成型刀的轮廓参数准确输入数控系统,确保磨削过程中刀具的运动轨迹与工件轮廓精细匹配。安装完成后,需进行空转测试,检查刀具的运行稳定性;同时,进行试磨削作业,根据试磨工件的精度检测结果,微调刀具安装位置,直至满足加工要求。广东金刚石砂轮成型刀非标定制

- 天津外圆磨砂轮成型刀厂家现货 2026-05-01
- 安徽进口砂轮成型刀厂家现货 2026-04-30
- 辽宁进口砂轮成型刀推荐厂家 2026-04-29
- 四川磨床砂轮成型刀厂家现货 2026-04-24
- 辽宁金刚石砂轮成型刀厂家现货 2026-04-23
- 河北外圆磨砂轮成型刀推荐货源 2026-04-22
- 福建外圆磨砂轮成型刀 2026-04-21
- 北京外圆磨砂轮成型刀推荐厂家 2026-04-20




