- 品牌
- 隆森
- 型号
- 定制
深圳市隆森塑胶电子有限公司致力于专业塑胶模具开发、挤出塑胶管材、注塑塑胶产品。技术人员经验丰富,技术精湛。拥有多条挤出机器设备和多台注塑机器及各种加工设备。 我们以“诚信为本,品质保证”为理念,坚持以满足客户要求为宗旨,力争与客户实现双赢。竭诚为中外客商提供优良的品质和满意的服务。双色管的制造技术是共挤出工艺。该工艺要求两套或多套挤出系统(螺杆、料筒)精确地将两种不同颜色或类型的塑料粒子分别熔融、塑化,并输送至一个结构极其精密的共挤模具中。在模具内部,设计有的流道确保两种熔体在汇合前不会混淆,终在模口处以一种受控的方式(如并列、包覆)粘合在一起,形成一个整体界面。整个过程的成功关键在于对温度、挤出速度、熔体压力等参数的精确同步控制。任何微小的偏差都可能导致颜面不清、层间粘结不牢、或管材扭曲变形。因此,高精度的生产设备、经过精密计算的模具设计以及严格的过程控制是生产出高质量双色管的先决条件。PPR双色管的安装也相对简单,使用热熔连接技术,将管道和管件熔接在一起,形成牢固的连接。梅州防水双色管

尽管优势明显,双色管的生产也面临诸多挑战。难点在于确保两种不同材料或颜色的界面粘结强度。如果材料相容性差或工艺参数不当,会导致分层、剥离等致命缺陷。此外,两种物料的收缩率不同可能引起产品冷却后弯曲或变形。对颜色的控制也要求极高,需保证每批次产品颜色的一致性。因此,从原材料检验、工艺参数设定到在线监测和终成品测试,都需要建立一套极其严格的质量控制体系,以确保产品的可靠性和耐久性。深圳市隆森塑胶电子有限公司致力于专业塑胶模具开发、挤出塑胶管材、注塑塑胶产品。技术人员经验丰富,技术精湛。拥有多条挤出机器设备和多台注塑机器及各种加工设备。 我们以“诚信为本,品质保证”为理念,坚持以满足客户要求为宗旨,力争与客户实现双赢。竭诚为中外客商提供优良的品质和满意的服务。南京高光效双色管价格隆森塑胶公司提供多种PC双色管,满足您的需求。

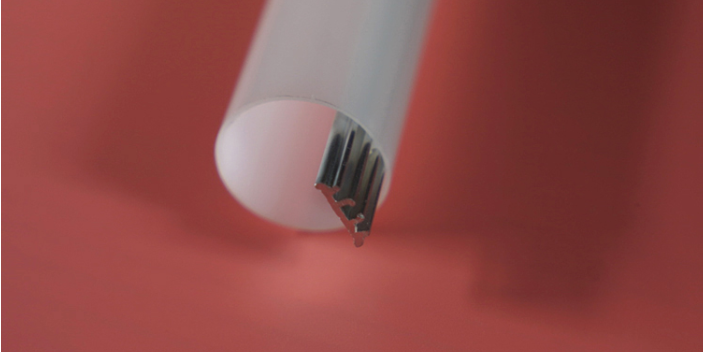
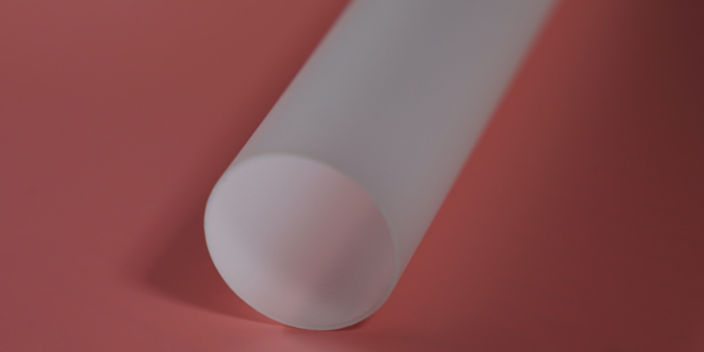
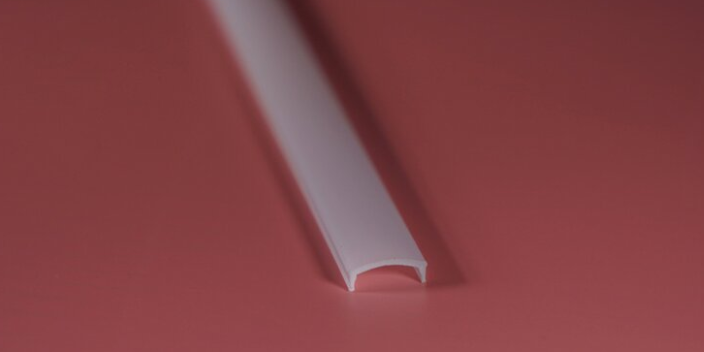
双色管材质:PP-R颜色:内灰外白尺寸:管材长度一般为4米,其他长度定制。管材公称压力等级:S5系列(1.25MPa)/S4系列(1.6MPa)/S3.2系列(2.0MPa)/S2.5系列(2.5MPa)产品应用范围或用途:1.建筑物内的冷热水管道系统,包括集中供热系统;2.建筑物内的采暖系统、包括地板、壁板及辐射采暖系统;3.可直接饮用的纯净水供水系统;4.(集中)空调系统;5.输送或排放化学介质等工业用管道系统。其产品优良的耐热性,适合应用持续发热的产品外壳上,保护光源的前提下,防止因为光源过热引发的火情,很大程度保障日常家用的用电安全。
现在家庭装修,都要使用许多PPR材质的水管。PPR管卫生环保,热熔焊接技术又能保证接口无渗漏,但是这种管材又有很多颜色还有单层和双层之分。双色管现在也很常见了,之前也都是统一的颜色,要么纯白色,要不就是灰色,双色管作用也是不透光性能优越,能阻隔阳光,以达到阻氧效果,有些厂家生产的也有一定的保温作用,其颜色的多元化,以致于管材散热效果显得不是那么优越,再加上管材本身能够承受高温,所以多用于热水管。好的管材材质均匀、手感细腻没有颗粒感、而且闻起来没有味道。其实现在市面上的管材只要是大品牌通过国家强制标准的,都是可以使用50年没问题的。通过调节电流,双色管可以在不同亮度下显示不同的颜色。

为什么双色钢丝网骨架管能成就能得到市场的高度认可,这样塑造管材的结构。钢丝网骨架管的结构分为三层,内层聚乙烯,中间是钢丝网骨架层,外层是聚乙烯层。据悉的颜色是微透明的乳白色,双色管的双色就是内层的聚乙烯呈现白色,形成内白外黑的特有外观。双色管能得到市场的高度认可的原因就是帮助用户在外观上分别管材的好坏,降低了用户的辨别成本,这非常重要。从而在产品应用方面,双色管更容易被辨识的优势,能让pc管双色管生产量变得更大,产品效益能达到最大值。双色管的应用领域广,包括电子游戏、仪器仪表和广告展示等。梅州防水双色管
隆森塑胶公司是您寻找PC双色管合作伙伴。梅州防水双色管
商业场所对照明要求极高,T5双色管凭借上述诸多优势在此大放异彩。在超市货架照明中,高显色性确保商品色泽诱人,吸引顾客目光,促使其产生购买欲望;高效节能特性降低了运营成本,为商家节省开支。在品牌专卖店,灵活的色温调节配合精致的灯具造型,营造出与品牌形象相符的光环境,提升店铺档次。而且,T5双色管稳定的性能保证了长时间营业期间照明无闪烁、无故障,为顾客提供舒适、明亮的购物环境,成为商业照明不可或缺的一部分,推动着商业空间的优化升级。梅州防水双色管
深圳市隆森塑胶电子有限公司致力于专业塑胶模具开发、挤出塑胶管材、注塑塑胶产品。技术人员经验丰富,技术精湛。拥有多条挤出机器设备和多台注塑机器及各种加工设备。 我们以“诚信为本,品质保证”为理念,坚持以满足客户要求为宗旨,力争与客户实现双赢。竭诚为中外客商提供优良的品质和满意的服务。双色管的制造技术是共挤出工艺。该工艺要求两套或多套挤出系统(螺杆、料筒)精确地将两种不同颜色或类型的塑料粒子分别熔融、塑化,并输送至一个结构极其精密的共挤模具中。在模具内部,设计有的流道确保两种熔体在汇合前不会混淆,终在模口处以一种受控的方式(如并列、包覆)粘合在一起,形成一个整体界面。整个过程的成功关键在于对温度、...
- 南京PC双色管批发 2026-05-05
- 天津阻燃双色管供应商 2026-05-04
- 济南抗静电双色管定制 2026-05-03
- 南京高压双色管品牌 2026-05-02
- 南昌高压双色管供应商 2026-05-01
- 成都环保双色管批发 2026-04-30
- 江苏汽车配件用双色管定制 2026-04-29
- 肇庆PC双色管生产厂家 2026-04-28
- 江门双色管企业 2026-04-27
- 重庆耐腐蚀双色管厂家 2026-04-26


- 河源环保双色管多少钱 2026-04-21
- 广州防水双色管厂家 2026-04-20
- 成都高光效双色管企业 2026-04-19
- 武汉环保双色管生产厂家 2026-04-18
- 南通双色管设计 2026-04-17
- 茂名抗静电双色管生产厂家 2026-04-16




- 梅州防水双色管 05-06
- 南京PC双色管批发 05-05
- 天津阻燃双色管供应商 05-04
- 济南抗静电双色管定制 05-03
- 南京高压双色管品牌 05-02
- 南昌高压双色管供应商 05-01
- 成都环保双色管批发 04-30
- 江苏汽车配件用双色管定制 04-29
- 肇庆PC双色管生产厂家 04-28
- 江门双色管企业 04-27