- 品牌
- 博尔勒,boerler
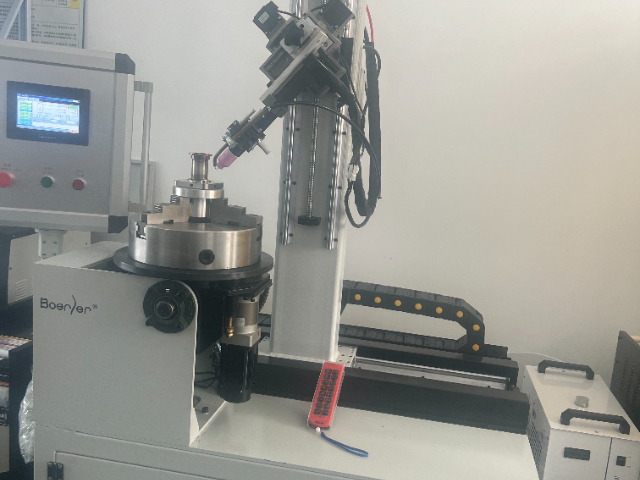
- 型号
- 管法兰专机
- 电源类型
- 直流电源,脉冲电源,逆变式电源
- 控制方式
- 半自动,自动,手动
- 是否数控
- 是
- 焊炬冷却方式
- 水冷
- 作用对象
- 金属,不锈钢,碳钢,钛合金
- 作用原理
- 逆变,脉冲
- 适用管径
- 10-500
- 额定容量
- 25
- 额定负载持续率
- 100
- 额定焊接电流
- 500
- 电流调节范围
- 5-500
- 焊接材质
- 不锈钢,碳钢,钛合金
- 工作电压
- 380
- 产地
- 江苏昆山
- 厂家
- 昆山博尔勒自动化科技有限公司
封头在热旋压成型过程中,由于材料流动的不均匀性,其终成品的板厚分布并非理想状态,常存在局部增厚或减薄,曲率也存在微观波动。这给后续的自动化堆焊或拼接焊带来了轨迹和热输入控制的挑战。本专机采用的复合传感方案融合了两种信息:电弧传感器通过分析焊接电流电压的微小变化,间接感知焊枪与工件距离(弧长)以及坡口高度的变化;激光位移传感器则直接高精度测量焊枪前方待焊区域的表面三维形貌。两者数据通过卡尔曼滤波器进行融合处理,构建出更精确、更抗干扰的实时工件模型。焊接时,系统不仅根据预设的理想曲面轨迹运动,更会依据此复合传感反馈,实时微调焊枪的高度、角度以及焊接电流,以适应实际板厚变化(例如,遇到局部变薄区域时自动降低热输入)。这种“感知-适应”能力,使专机能够从容应对因制造工艺导致的工件个体差异,在封头内壁堆焊耐蚀层或进行附件焊接时,保证熔深均匀一致,避免了因厚度不均导致的烧穿或未熔合风险。设计有电控电弧装置,全位置焊接时熔池流淌,从而保证仰焊、立焊成形质量。浙江不锈钢管管法兰专机地址

熔深,特别是根部熔透的稳定性,是衡量焊接质量的指标。本专机采用的恒熔深控制技术,基于对熔池振荡频率与振幅的精密分析。其原理是:焊接熔池在电弧力、金属表面张力等作用下存在固有振荡频率,而该频率与熔池的尺寸(尤其是熔深)存在确定的物理关系。专机通过高速视觉传感器或特殊设计的电弧传感电路,实时提取熔池振荡特征信号。控制模块将此信号与预设的“理想熔深”所对应的振荡特征值进行对比,一旦出现偏差,便立即动态调整焊接电流或焊接速度。例如,当检测到熔深变浅趋势时,系统会微幅提升脉冲峰值电流或降低焊速,以增加热输入,反之亦然。这一闭环控制实现了焊接过程的“自适应”调节,能够自动补偿因装配间隙波动、散热条件变化、电弧轻微漂移等因素对熔深造成的影响。在核电主管道窄间隙焊接中,该技术确保了长达数米的环缝在全位置上的根部熔深波动范围小于±0.2mm,为核级设备的安全可靠性提供了至关重要的技术保障。浙江液压管法兰专机价格专机配置双工位或旋转工作台,实现工件装夹与焊接同步进行,可以提升设备综合利用率。

面对多品种、小批量的市场趋势,焊接设备的柔性化至关重要。模块化快换技术是实现这一目标的关键。管法兰专机的执行末端(如机器人手腕或专机主轴)配备标准的自动快换装置,而各种针对特定管径-法兰组合的夹具则配备相应的对接模块(母头)和气电接口。当需要更换产品规格时,系统只需执行一个换型程序,快换装置在气动或伺服驱动下,可在数十秒内自动完成旧夹具的释放、存放以及新夹具的抓取、锁紧与气路电路连通。所有夹具的几何参数(如TCP工具中心点)已预先标定并存储在系统中,切换后无需复杂重新对点。这种设计使一台主机能够在极短时间内适应从DN50的小口径仪表管到DN600的大口径工艺管等各种焊接任务,实现了购买一台设备却能覆盖一个产品族的效果,显著提高了设备利用率和回报率。
重力是全位置焊接,尤其是立焊和仰焊时面临的主要挑战,熔池金属在重力作用下易发生流淌,导致焊缝成形不佳甚至产生缺陷。本专机创新的磁控电弧(MAW)技术通过在焊接区域施加一个可精确控制的横向交变磁场,实现对电弧和熔池的主动“搅拌”与“约束”。磁场发生器由专机控制系统同步驱动,其频率、强度和方向可根据焊接位置实时调整。在立焊向上焊时,磁场产生的洛伦兹力可有效对抗重力,起到“托举”熔池的作用,防止铁水下淌;在仰焊时,磁场力则能帮助熔池金属更稳定地附着在母材上。此外,磁场对电弧的搅拌作用还能细化焊缝晶粒,有利于提升接头力学性能。在实际的化工塔器现场安装环缝焊接(包含5G、6G位置)中,启用磁控电弧功能后,仰焊位置的焊缝余高波动从±1.5mm减小到±0.5mm,成形美观度与平焊位置相当,且无需频繁调整焊接参数,明显提升了全位置焊接的自动化水平和一次合格率。设备搭载双脉冲MIG/MAG电源,通过熔滴精细成型,降低飞溅率并改善焊缝外观成形。

管道预制与安装中,管口的椭圆变形和组对错边是影响焊接质量的首要变量。本专机集成的智能对中与扫描系统,在焊接开始前即进行精确的测量与补偿。机械式内对中机构(内涨式或卡爪式)从管道内部撑紧,可自动校正高达3mm的同心度偏差,确保坡口面对齐。随后,激光线结构光视觉传感器对整圈坡口进行360度扫描,精确获取坡口的实际三维几何数据,包括间隙宽度、错边量、坡口角度及椭圆度。控制系统将测量数据与理论模型比对,生成独特的“自适应焊接轨迹与参数映射表”。焊接过程中,焊枪不仅沿修正后的轨迹运动,其焊接参数(如电流、摆宽)也会根据实时位置的间隙与错边量进行微调,实现“变参数焊接”。该系统成功将人为组对误差的影响降至比较低,使焊接质量从依赖“高级焊工的手眼协调”转变为“基于精确测量的自动化补偿”,在LNG管道、高参数电站管道等要求极高的领域,明显提升了根部打底焊道的一次合格率与可靠性。针对封头拼焊开发了自适应摆动算法,熔池流动,确保曲面成形质量。山东中厚管管法兰专机价格
管弯头管法兰专机配备特殊角度摆动头,可精确覆盖弯头与法兰间不同平面的过渡焊缝。浙江不锈钢管管法兰专机地址
厚壁压力容器焊接涉及数十甚至上百道焊道,手工规划费时费力且非比较好。本专机搭载的智能规划软件,基于三维CAD模型和焊接工艺规则库,实现焊道排布的自动生成与优化。用户输入坡口尺寸、焊接层数、焊道尺寸等基本约束后,软件通过算法自动计算并排列每一层内的焊道数量、位置及焊接顺序,力求热量分布均匀、填充效率比较高、变形小。软件可进行焊接过程热力学仿真,预测变形与应力,并据此优化焊接方向、起弧点等序列。生成的程序可直接下载至专机执行。这大幅减少了工艺准备时间,降低了工艺设计对个人经验的依赖,确保了焊接工艺的科学性与可重复性,是实现压力容器智能化焊接的软件支撑。浙江不锈钢管管法兰专机地址
昆山博尔勒自动化科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来昆山博尔勒自动化科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 全自动钢管法兰焊接设备管法兰专机厂家直销 2026-03-09
- 广州储罐管法兰专机焊接技巧 2026-03-09
- 广东全自动钢管法兰焊接设备管法兰专机焊接技巧 2026-03-08
- 广州套管管法兰专机多少钱 2026-03-08
- 江苏钛合金管法兰专机焊接电源 2026-03-07
- 管弯头管法兰专机专机 2026-03-06
- 浙江密封罐管法兰专机报价 2026-03-06
- 淄博排水管管法兰专机教程 2026-03-05
- 安徽钛合金管法兰专机报价 2026-03-04
- 山东钢管管法兰专机生产厂家 2026-03-03
- 山东储罐管法兰专机教程 2026-03-03
- 江苏套管管法兰专机焊机 2026-03-01