搅拌摩擦焊设备有哪些技术特点呢? 1、塑化过程: 搅拌摩擦焊过程通过材料的热塑性实现,具有较高的焊接一致性,焊缝无热裂纹,无夹杂,无气孔等熔焊缺点; 2、操作简单: 搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作技能的依赖性,实现了全自动焊接; ...
摩擦焊企业商机
其寿命会有差别。在实际施焊过程中,以达到规定的焊缝长度或达到规定的使用时间为其寿命。例如焊接板厚6mm的6082-T6铝合金时,焊接长度为800m。当搅拌头坏损后,一定要把残留在焊缝内的破损的搅拌指棒取出。目前,采用肉眼观察检验搅拌头是否破损,是不容易的。在实际施焊过程中,达到规定的寿命,必须更换搅拌头,然后通过研磨等修复处理后再使用。4.搅拌头的前进角搅拌头的前进角是指搅拌头中心轴线与工件表面垂线之间的夹角。在一般情况下,搅拌头的前进角定为3-5º。确定前进角的目的,一般认为它可以提高搅拌头的寿命,促进摩擦引起的焊缝金属塑性流动,消除产生缺点的倾向。搅拌头的前进角对焊缝金属塑性流动的影响如图2-4所示。当改变搅拌头的前进角时,焊缝金属的塑性流动停滞点发生很大变化。从图中可以看出,在搅拌头的前进角为零度时,即搅拌头与工件表面垂直,焊缝金属的塑性流动停滞点处于焊根部中心,随着前进角角度的增大,搅拌力增大,塑性流动的停滞点向焊缝上方移动,这有利于消除缺点。图1-4搅拌头前进角对焊缝金属的塑性流动停滞点位置的影响5.搅拌头的位置搅拌头的位置是被焊金属与搅拌头的相对位置有关的参数。为了获得没有缺点的良好接头。苏州摩擦焊供应商供应哪些种类。常熟质量摩擦焊优势
苏州益五机械为您介绍关于苏州搅拌摩擦焊设备的发展历史:
发展历史搅拌摩擦焊搅拌摩擦焊除了具有普通摩擦焊技术的优点外,还可以进行多种接头形式和不同焊接位置的连接。挪威已建立了世界上个搅拌摩擦焊商业设备,可焊接厚3—15mm、尺寸6×16的Al船板;
搅拌摩擦焊技术发展历史悠久,在制造业上的应用也是十分的广的。如果您正需要咨询更多关于搅拌摩擦焊设备的相关信息,您还以咨询苏州益五机械,这里您可以了解到关于搅拌摩擦焊的各类详细技术参数和设备咨询。
常熟质量摩擦焊优势好的摩擦焊设备代理商,就找苏州市益五机械。
做为一种焊接现象来分析,它们的过程并不是完善的,焊接质量也并不理想。但是,我们通过对这些粘结、焊合现象的分析,有助于了解摩擦焊的实质。摩擦破坏了金属表面的氧化膜。摩擦生热降低了金属的强度,但提高了它的塑性。摩擦表面金属产生了塑性变形与流动,防止了金属的氧化,促进了焊接金属原子的互相扩散,形成了牢固的焊接接头。这就是摩擦焊的实质。
摩擦焊步骤编辑摩擦焊通常由如下四个步骤构成:
1、机械能转化为热能;2、材料塑性变形;3、热塑性下的锻压力;4、分子间扩散再结晶。摩擦焊相较传统熔焊比较大的不同点在于整个焊接过程中,待焊金属获得能量升高达到的温度并没有达到其熔点,即金属是在热塑性状态下实现的类锻态固相连接。相对传统熔焊,摩擦焊具有焊接接头质量高,能达到焊缝强度与基体材料等强度,焊接效率高、质量稳定、一致性好,可实现异种材料焊接等。
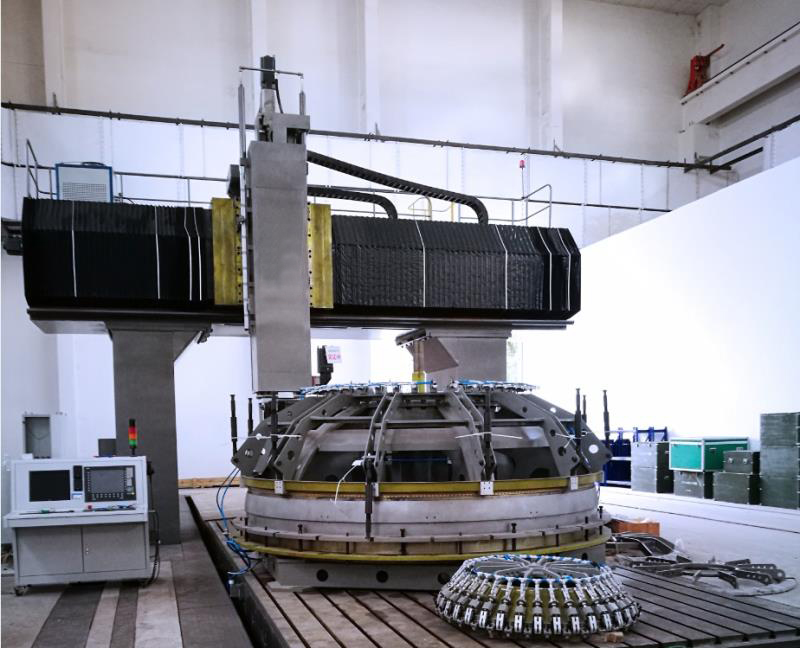
该厂装备公司成功研制了国内首台运载火箭贮箱“总对接环缝”搅拌摩擦焊装备,可用于液氧箱总对接环缝的焊接。虽然搅拌摩擦焊技术在运载火箭贮箱研制中的应用得到多方认可,但要把“总对接环缝”一直采用的熔焊方式更换成搅拌摩擦焊,型号“两总”还是有些不放心。为了确保合练试验的高可靠性,型号“两总”**终决定:液氧箱“总对接环缝”焊接采用熔焊生产。“听到这些,大家真的不甘心,为什么不让我们证明,我们能行!”特种焊接中心负责人高嘉爽博士回忆当时的情景说,“不为别的,如果就这么放弃了。苏州市益五机械为您介绍摩擦焊设备。
搅拌摩擦焊设备有哪些技术特点呢?
1、塑化过程:
搅拌摩擦焊过程通过材料的热塑性实现,具有较高的焊接一致性,焊缝无热裂纹,无夹杂,无气孔等熔焊缺点;
2、操作简单:
搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作技能的依赖性,实现了全自动焊接;
3、简化工序:
焊前无需对铝合金氧化层做预处理,也不需要开坡口,焊接过程中不需要填充材料和保护气,简化了焊接工序;
4、绿色环保:
搅拌摩擦焊接过程,低能量输入,不产生烟尘。飞溅、紫外线以及电磁辐射,实现了焊接过程的绿色环保。
5、焊接性能优越:焊缝残余应力低焊缝强度和韧性高,基本接近母材,提高了焊缝可靠性,节省了维护成本;
6、异质合金焊接:
搅拌摩擦焊可以实现异质合金的焊接,甚至用其它熔焊方法不能实现的焊接组合制品;
搅拌摩擦焊设备供应商——苏州市益五机械感谢您的浏览!!! 摩擦焊在轨道交通中的应用。常熟求购摩擦焊技术
质量设备就找苏州市益五机械。常熟质量摩擦焊优势
关于传统摩擦焊的定义:利用焊件表面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种压焊方法。摩擦焊工艺发展编辑摩擦焊工艺方法已由传统的几种形式发展到二十多种,极大地扩展了摩擦焊接的应用领域。被焊零件的形状由典型的圆截面扩展到非圆截面(线性摩擦焊)和板材(搅拌摩擦焊),所焊材料由传统的金属材料拓宽到粉未合金、复合材料、功能材料、难熔材料,以及陶瓷—金属等新型材料及异种材料领域。词条图册更多图册参考资料1.王高潮.材料科学与工程导论:机械工业出版社,20062.宁斐章,才荫先等编著.摩擦焊[M].北京:机械工业出版社,.3.尹欣编.摩擦焊及其检测技术[M].北京:知识产权出版社,.词条标签:科学百科航空航天分类,食品,航空航天,生活。 常熟质量摩擦焊优势
苏州市益五机械科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,苏州市益五机械科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与摩擦焊相关的文章
淮安摩擦焊网上价格
- 线性摩擦焊特点 2023-03-30
- 张家港摩擦焊销售公司 2023-03-28
- 原装摩擦焊口碑推荐 2023-03-26
- 常熟旋转摩擦焊业务 2023-01-05
- 苏州激光摩擦焊标准 2023-01-03
- 吴江质量激光摩擦焊排名 2023-01-01
- 新区特种焊接技术摩擦焊的优点 2022-12-29
- 浙江供应航天特焊搅拌摩擦焊阶格 2022-12-27
- 摩擦焊排名 2022-12-26
- 南京旋转摩擦焊优点 2022-12-25
- 园区质量激光摩擦焊 价格 2022-12-24
- 吴江激光摩擦焊 价格 2022-12-22
与摩擦焊相关的产品


与摩擦焊相关的新闻
-
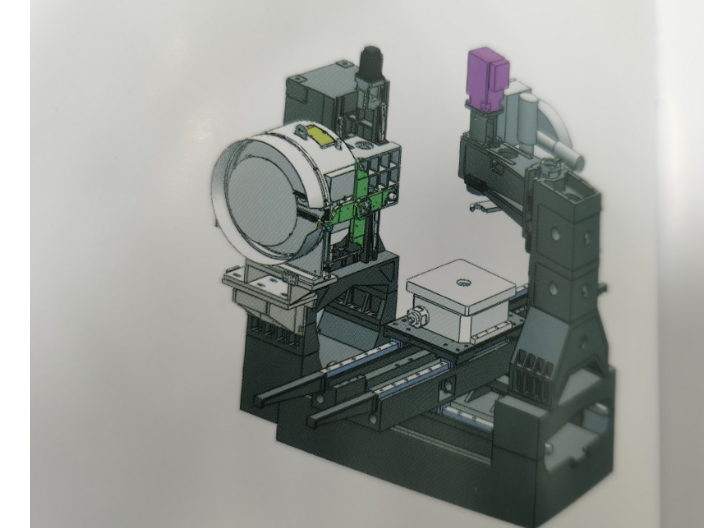
南京台式搅拌摩擦焊设备价格 2022-12-13 02:01:37航空航天搅拌摩擦焊工艺技术有哪些?搅拌摩擦焊工艺技术之——曲面: 锥面焊接是一种空间曲面结构焊接技术,主要应用于火箭前端锥段等结构的焊接。我司针对锥面焊接的特殊要求,研制开发五轴联动设备,并开发了相应的工艺,成功实现了锥面空间复杂曲面的焊接,焊接接头性能完全能满足使用要求,为火箭壳...
-
吴中摩擦焊优点 2022-12-11 20:01:23苏州搅拌摩擦特点——焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。***消耗的是焊接搅拌头。通常在Al合金焊接时,一个工具钢搅拌头可焊到800m长的焊缝。 同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,...
-
新区质量激光摩擦焊设备厂家 2022-12-03 05:01:25下面苏州益五机械为您主要介绍搅拌摩擦焊的方法、过程、特点以及搅拌摩擦焊在中国的发展现状。 搅拌摩擦焊原理 :搅拌摩擦焊方法与常规摩擦焊一样.搅拌摩擦焊也是利用摩擦热作为焊接热源。不同之处在于.搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头(welding pin)伸入工件的接缝处,通...
-
苏州线性摩擦焊特点 2022-11-29 13:01:27该厂装备公司成功研制了国内首台运载火箭贮箱“总对接环缝”搅拌摩擦焊装备,可用于液氧箱总对接环缝的焊接。虽然搅拌摩擦焊技术在运载火箭贮箱研制中的应用得到多方认可,但要把“总对接环缝”一直采用的熔焊方式更换成搅拌摩擦焊,型号“两总”还是有些不放心。为了确保合练试验的高可靠性,型号“两总”**终决定:液氧箱...
与摩擦焊相关的问题
新闻资讯
产品推荐
-

南京钻攻中心代理商
2026-06-28 -
昆山关于立卧复合加工中心价格
2026-06-27 -

嘉兴购买钻攻中心哪里好
2026-06-27 -

镇江慢走丝代理现货
2026-06-25 -

无锡咨询小型加工中心私人定做
2026-06-25 -

常州咨询双主轴加工中心采购信息
2026-06-23 -
上海定制立卧复合加工中心咨询
2026-06-23 -

昆山加工型材加工中心设备怎么样
2026-06-22 -

园区大规模型材加工中心设备报价表
2026-06-22