搅拌摩擦焊设备有哪些技术特点呢? 1、塑化过程: 搅拌摩擦焊过程通过材料的热塑性实现,具有较高的焊接一致性,焊缝无热裂纹,无夹杂,无气孔等熔焊缺点; 2、操作简单: 搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作技能的依赖性,实现了全自动焊接; ...
摩擦焊企业商机
另外,搅拌摩擦焊还有不受轴类零件限制的优点:不受轴类零件的限制,可进行平板的对接和搭接,可焊接直焊缝、角焊缝及环焊缝,可进行大型框架结构以及大型筒体制造、大型平板对接等,扩大了应用范围。
还有无需高的操作技能和训练的优点:搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作工人技术熟练程度的依赖,质量稳定,重复性高。
较为突出的特点:不需焊丝和保护气氛的优点:焊接时无需填充材料、保护气体,焊前无需对焊件表面预处理,焊接过程中无需施加保护措施,厚大焊件边缘不用加工坡口,简化了焊接工序。焊接铝金材料不用去氧化膜,只需去除油污即可。 不同型号的搅拌摩擦焊设备。原装摩擦焊

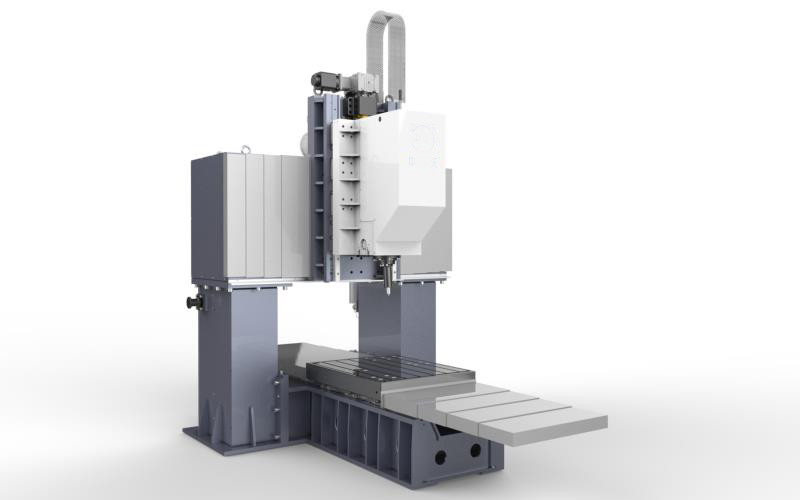
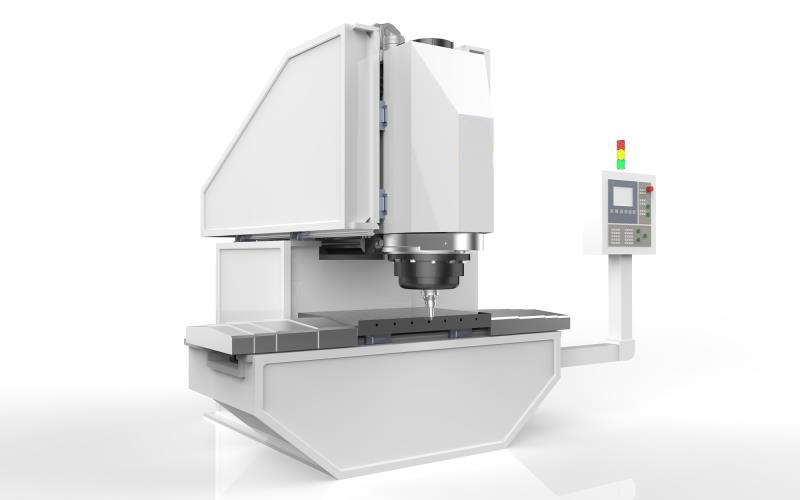
这款中型二维搅拌摩擦焊设备除了以上的设备特点,其中在设备的结构当中,尤其需要采用蜗轮蜗杆传动方式,传动钢性好的C轴。此外还配备大妞矩主轴,高刚性床身,并可扩展恒压力控制、激光焊缝寻踪、起点自动对、焊接参数与提取功能。这些摩擦焊的特点对这款设备的优势更是添加风采,也成为制造业中用途较为广的摩擦焊设备之一。
市场上有太多的摩擦焊设备,那么如果我们采购摩擦焊设备,建议大家可以先了解下摩擦焊设备的特点,以及自己厂的需求,根据自己厂的需求,选择合适的摩擦焊设备 原装摩擦焊摩擦焊设备_益五机械科技有限公司。
苏州市益五机械科技有限公司为您提供关于搅拌摩擦焊设备供应商供应内容。,在众多摩擦焊设备供应商当中选择正规的搅拌摩擦焊设备,是非常重要的,建议大家一定要选择有资质的摩擦焊设备供应商,这里可以为大家推荐一个苏州摩擦焊设备供应商——苏州益五机械,这家***航空航天搅拌摩擦焊设备,以及进口慢走丝设备等,主要服务于苏州搅拌摩擦焊设备的市场需求,当然如果您也是在苏州周边的厂家,不想可以先来点了解下,苏州益五机械会为您推荐合适的搅拌摩擦焊设备的。
苏州搅拌摩擦焊的常用术语及定义:
1、旋转:搅拌头旋转启动后,以一定速度插入待焊零件;
2、插入:停留一段时间,搅拌头附近区域的接头材料得到足够的摩擦热输入,从而出现软化变形,并有部分材料被挤到接头外部;
3、焊接:此时可以进行焊接,焊接时热塑化的接头材料不断被搅拌头向后转移,这部分材料在一定锻压力的作用下可以与周围材料形成牢固的扩散连接;
4、离开:焊接完成后,搅拌头以一定速度离开零件表面,焊接过程结束。 在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头(主要是轴肩)与工件之间的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。
以上是苏州搅拌摩擦焊设备的定义,您是否了解了??? 便捷式了解摩擦焊设备参数。

也有得把单纯圆柱形加工成螺纹牙型或浅牙形,而端部形状一般为半球形。TWI采用FSW焊接75m特大厚板时,采用的搅拌头表面如图2-2(a)所示,切削成螺纹牙型的螺旋沟,目的是增加对被焊金属的搅拌力。图2-2(b)所示为较为复杂形状的搅拌指棒。图1-2新的搅拌头2.搅拌头肩部的形状和材质如图1-3所示,搅拌头的肩部不是平面状,而是稍带凹面的形状,凹的程度应通过实践来确定。这种肩部形状在旋转摩檫时,会促进其正下方母材表面金属的塑性流动,增强混合搅拌效果。图1-3搅拌头的肩部形状因为搅拌头的肩部是产热之处,可采用热传导率低的二氧化锆作为肩部材料;而有的搅拌头为整体钢制。它与采用通常一体型全钢制搅拌头相比,向搅拌头传导的热减少,即减少了热损失;而且在相同条件下也不会增加FSW热影响区的宽度。在FSW高速焊时,肩部的发热量增加了30-70%。只有当肩部材质为二氧化锆时,向搅拌头侧的热传导会得到有效的***,该搅拌头才适用于高速FSW焊接。3.搅拌头的寿命搅拌头的寿命主要是以搅拌指棒根部的损伤为衡量标准。由于搅拌指棒根部易发生高温疲劳或剪切破坏,而造成损伤。初步试验结果表明,搅拌头的材质、形状、被焊工件的板厚各异以及焊接工艺参数不同。搅拌摩擦焊设备供应商电话咨询。原装摩擦焊
苏州市益五机械代理航空航天搅拌摩擦焊设备。原装摩擦焊
而轴肩的直径大于搅拌指棒的直径。搅拌头的轴肩的作用:一是可以保证搅拌指棒插入的深度;其次是轴肩与被焊材料的表面紧密接触,防止处于塑性状态的母材表面的金属排出而造成的损失和氧化;三是与母材表面摩擦生热,提供部分焊接所需要的搅拌摩擦热。FSW接头焊缝的比较大宽度决定于摩擦搅拌棒肩部直径大小。搅拌摩擦焊要求特殊形状的搅拌指棒,一般要用具有良好耐高温力学和物理特性的抗磨损材料制造。对于铝及其合金等轻型合金材料,在焊接过程中搅拌头的磨损程度很小。焊接过程中,因为搅拌头对焊接区域的材料具有向下挤压和侧向挤压的倾向,所以被焊工件要夹装背垫和夹紧固定,以便承受搅拌头施加的轴向力、纵向力(沿着焊接方向)以及侧向力。通过研究,在对接接头中,搅拌摩擦焊对焊接接头形状、清洁度以及接头装配间隙均有较大的工艺裕度,如搅拌摩擦焊对接焊时在接头间隙为厚度10%的条件下,同样可以得到优良的焊接接头。二、搅拌摩擦焊的特点搅拌摩擦焊由于它是一种固相连接,所以与其他焊接方法相比具有很多的优越性。1.搅拌摩擦焊的优点(1)搅拌摩擦焊是一种***、节能的连接方法对于厚度为,可单道焊双面成型,总功率输入约为3kw。原装摩擦焊
苏州市益五机械科技有限公司总部位于葑亭大道538号,是一家研发,生产,销售:机械配件,模具,五金制品。销售:刀具(不含管制刀具),机械设备,润滑油,提供机械设备维修服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动),自动化解决方案,数控设备销售等。的公司。益五机械拥有一支经验丰富、技术创新的专业研发团队,以高度的专注和执着为客户提供型材加工中心,摩擦焊,慢走丝,钻攻。益五机械始终以本分踏实的精神和必胜的信念,影响并带动团队取得成功。益五机械始终关注机械及行业设备市场,以敏锐的市场洞察力,实现与客户的成长共赢。
与摩擦焊相关的文章
淮安摩擦焊网上价格
- 线性摩擦焊特点 2023-03-30
- 张家港摩擦焊销售公司 2023-03-28
- 原装摩擦焊口碑推荐 2023-03-26
- 常熟旋转摩擦焊业务 2023-01-05
- 苏州激光摩擦焊标准 2023-01-03
- 吴江质量激光摩擦焊排名 2023-01-01
- 新区特种焊接技术摩擦焊的优点 2022-12-29
- 浙江供应航天特焊搅拌摩擦焊阶格 2022-12-27
- 摩擦焊排名 2022-12-26
- 南京旋转摩擦焊优点 2022-12-25
- 园区质量激光摩擦焊 价格 2022-12-24
- 吴江激光摩擦焊 价格 2022-12-22
与摩擦焊相关的产品

与摩擦焊相关的新闻
-
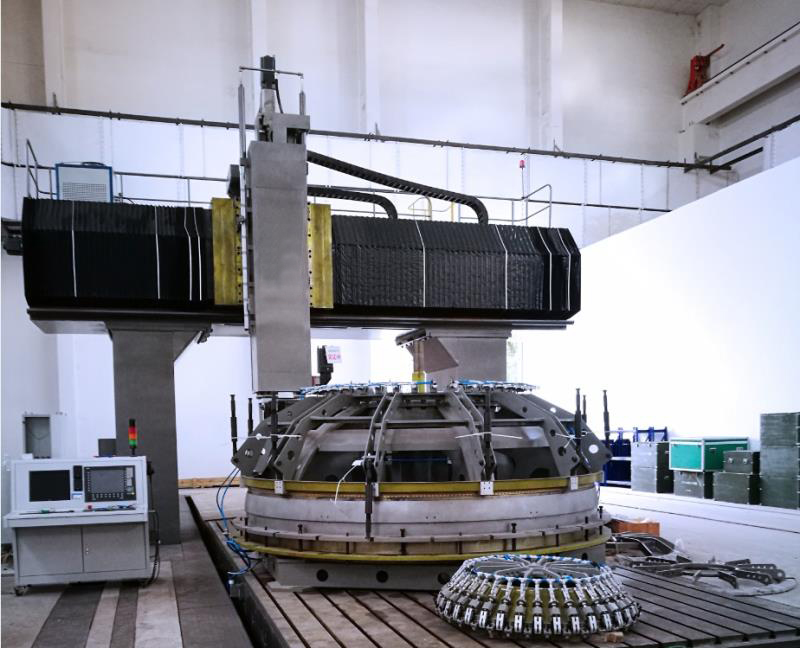
南京台式搅拌摩擦焊设备价格 2022-12-13 02:01:37航空航天搅拌摩擦焊工艺技术有哪些?搅拌摩擦焊工艺技术之——曲面: 锥面焊接是一种空间曲面结构焊接技术,主要应用于火箭前端锥段等结构的焊接。我司针对锥面焊接的特殊要求,研制开发五轴联动设备,并开发了相应的工艺,成功实现了锥面空间复杂曲面的焊接,焊接接头性能完全能满足使用要求,为火箭壳...
-
吴中摩擦焊优点 2022-12-11 20:01:23苏州搅拌摩擦特点——焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。***消耗的是焊接搅拌头。通常在Al合金焊接时,一个工具钢搅拌头可焊到800m长的焊缝。 同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,...
-
新区质量激光摩擦焊设备厂家 2022-12-03 05:01:25下面苏州益五机械为您主要介绍搅拌摩擦焊的方法、过程、特点以及搅拌摩擦焊在中国的发展现状。 搅拌摩擦焊原理 :搅拌摩擦焊方法与常规摩擦焊一样.搅拌摩擦焊也是利用摩擦热作为焊接热源。不同之处在于.搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头(welding pin)伸入工件的接缝处,通...
-
苏州线性摩擦焊特点 2022-11-29 13:01:27该厂装备公司成功研制了国内首台运载火箭贮箱“总对接环缝”搅拌摩擦焊装备,可用于液氧箱总对接环缝的焊接。虽然搅拌摩擦焊技术在运载火箭贮箱研制中的应用得到多方认可,但要把“总对接环缝”一直采用的熔焊方式更换成搅拌摩擦焊,型号“两总”还是有些不放心。为了确保合练试验的高可靠性,型号“两总”**终决定:液氧箱...
与摩擦焊相关的问题
新闻资讯
产品推荐
-

上海供应立卧复合加工中心价格贵吗
2026-06-29 -
使用立卧复合加工中心发展
2026-06-28 -

南京钻攻中心代理商
2026-06-28 -
昆山关于立卧复合加工中心价格
2026-06-27 -

嘉兴购买钻攻中心哪里好
2026-06-27 -

镇江慢走丝代理现货
2026-06-25 -

无锡咨询小型加工中心私人定做
2026-06-25 -

常州咨询双主轴加工中心采购信息
2026-06-23 -
上海定制立卧复合加工中心咨询
2026-06-23