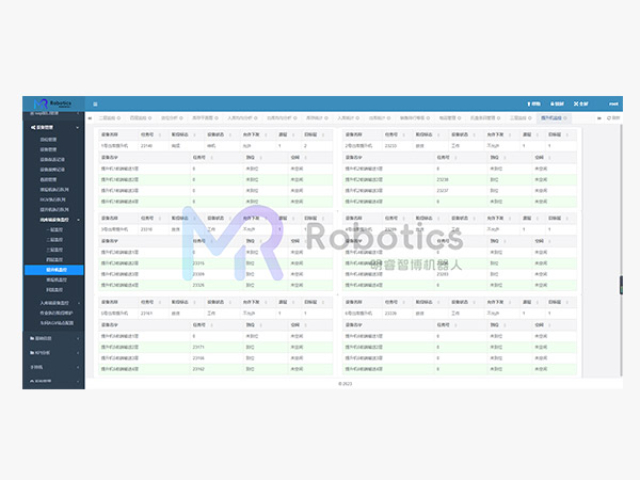
在智慧工厂的构建过程中,数字化采集平台发挥着承上启下的重要作用,既连接底层设备,又服务于上层决策系统。广东明睿智博机器人科技有限公司研发的数字化采集平台,能够高效整合来自生产线、仓储、能源系统、质检设备等多个维度的数据资源。平台具备强大的数据解析与结构建模能力,并可通过可视化大屏或WEB端进行实时展示,为生产管理、质量管控、运维预测等环节提供数据支持。此外,该平台还支持对接WMS、MES、ERP等系统,实现从数据获取到业务联动的闭环应用。广东明睿智博特别注重平台的可扩展性与二次开发能力,便于企业根据业务发展进行功能拓展和接口集成。无论是中小型工厂的信息化起步,还是大型制造集团的智能升级,该数字化采集平台都能为客户带来明显的应用价值与竞争优势。能源数据采集系统支持多能源类型监测,广东明睿智博助力节能减排。甘肃质量数据数字采集

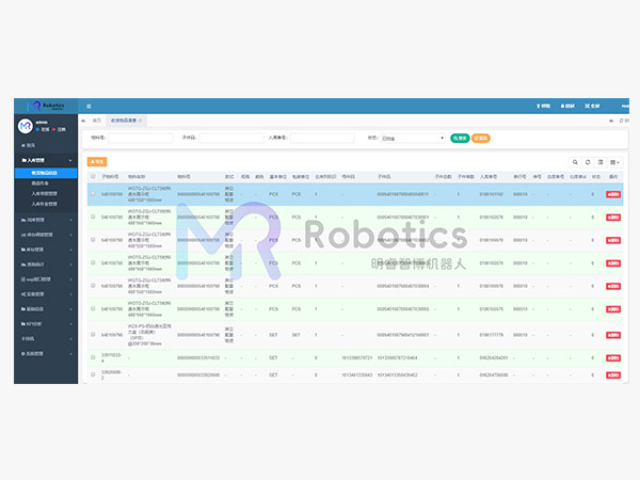
在现代物流仓储体系中,仓储物流数据采集成为提升作业效率与精细管理能力的重要基础。无论是货物出入库、搬运路径、货位占用,还是设备运行状态,都需借助高效的数据采集机制进行全流程追踪。广东明睿智博基于多年项目经验,打造了针对智能仓储场景的仓储物流数据采集系统,支持RFID、条码、图像识别等多种采集方式,并可与WMS、WCS系统无缝集成。系统具备多源数据融合与作业流程同步追踪能力,实现对仓储资源的动态监控和精确分配,帮助企业降低运营成本,提升库存周转效率,加快智能物流转型的步伐。宁夏工厂数字采集价格多少广东明睿智博工业数字采集方案可与能源系统联动,实现多车间能耗、排放数据的统一监管。
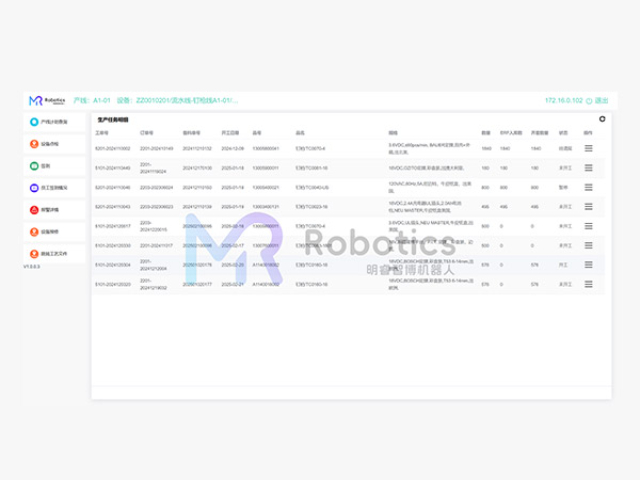
MES数据采集对制造执行系统的效率与精度起着关键作用。只有将现场实时数据准确无误地传输到MES平台,才能实现工序级的闭环控制与绩效管理。广东明睿智博在MES数据采集方面具有深厚技术积累,支持对接各主流MES系统,并提供一站式设备采集网关解决方案。系统支持断点续传、边缘缓存、动态策略分发等功能,确保在网络波动或系统切换期间仍可持续采集数据。该解决方案适用于多种工业场景,帮助企业将“计划管理”真正落地为“数据驱动”的实时调度。
广东明睿智博提供端到端的MES系统数字采集能力,从生产计划下达到每个工序节点执行全过程实现闭环控制。系统可通过多种方式采集作业完成情况、工艺参数、质量指标、设备状态、人员操作记录等关键数据,实时同步到MES主控平台,用于驱动排产调整、工单推进、品质反馈与设备调度。明睿智博将人机协同控制机制嵌入数字采集逻辑中,使设备异常、质量偏差、原料短缺等问题均可在采集层被发现并处理,降低后端管理压力。系统支持多级权限分配与数据审计功能,确保信息使用安全、可追溯。MES数字采集模块应用于航空零部件、新能源锂电、轨道交通等高复杂度行业,是建设敏捷制造、流程透明与闭环可控的重要信息化组成。数字工厂数据采集系统支持生产数据融合,广东明睿智博推动工厂数字化升级。

广东明睿智博针对当前智能制造中设备异构、协议多样的问题,打造了具备兼容性的工厂数字采集中间件平台,帮助企业统一管理各类设备运行数据。该平台支持接入主流PLC、工控机、DCS系统、老旧设备模拟信号等,通过统一的数据模型标准对采集信息进行整理和封装,为后端系统(MES、ERP、SCADA等)提供规范化的数据接口。明睿智博的数字采集平台还集成健康状态识别模块,自动分析设备振动、电流、电压等波动规律,提前识别潜在故障风险。平台具备自诊断、自恢复功能,即使在网络中断或设备失联情况下,也能本地缓存数据,保障生产连续性。该平台为生产现场提供稳定、实时、智能的数据通道,是实现工业互联网和智能工厂建设的关键枢纽之一。广东明睿智博自动化数字采集系统支持复杂工艺流程的数据联动与自动反馈,提高整体运行效率。宁夏工艺参数数字采集平台
广东明睿智博自动化数字采集平台支持集中控制与边缘分布双层架构,提升系统整体响应能力。甘肃质量数据数字采集
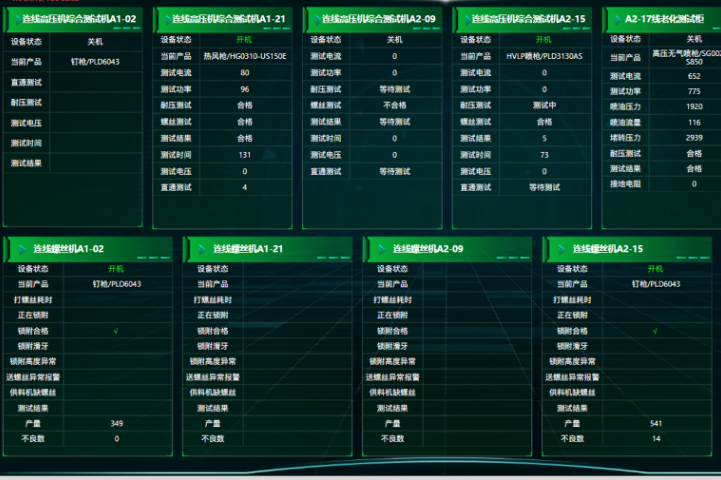
广东明睿智博深耕智能制造产业,为实现产线全流程可视化与数字化,开发出一体化智能制造数字采集解决方案。系统集成多种采集手段,如工位扫码、图像识别、自动检测、传感器检测等,覆盖原材料上线、半成品转序、关键尺寸检测、合格率记录、工艺参数变化等中心环节。采集结果实时同步至MES、WMS或质量管理系统中,实现车间级与系统级的多向数据协同。明睿智博还通过边缘AI算法对采集数据进行初步筛选和报警判断,避免冗余数据传输,提升系统响应效率。系统部署后,企业可建立基于工艺流程的可追溯数据链条,为质量提升、异常分析、生产优化提供底层支撑。该系统目前应用于新能源汽车、电机制造、电子装配等高标准制造行业,为客户打造“透明车间、无纸化车间、智能决策工厂”提供落地路径。甘肃质量数据数字采集