- 品牌
- 凡特鲁斯
- 型号
- E60
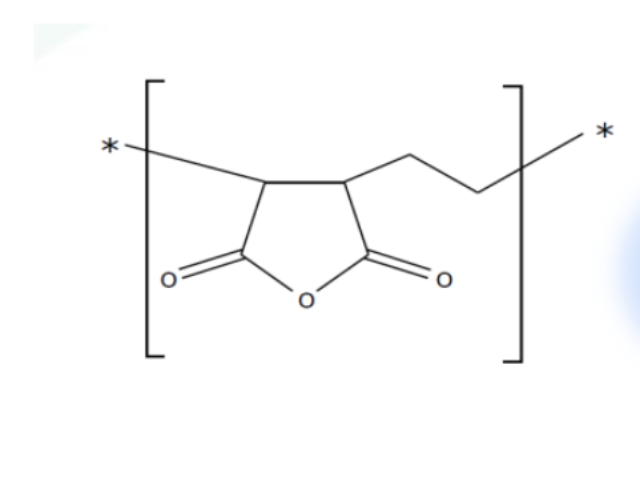
在聚烯烃改性领域,E60展现出不可替代的增容效果,尤其适用于聚乙烯、聚丙烯与极性材料的共混体系。聚烯烃本身为非极性聚合物,与尼龙、聚酯等极性工程塑料直接共混时易出现分层、相容性差的问题,导致复合材料力学性能大幅下降。而E60中的乙烯链段可与聚烯烃基质形成良好的相容性,马来酸酐基团则能与极性聚合物中的氨基、羟基等基团发生化学反应,形成稳定的化学键合界面。实验数据显示,在聚丙烯/尼龙6共混体系中添加5%-10%的E60,复合材料的拉伸强度可提升30%以上,冲击强度提升50%以上,断裂伸长率也得到改善。这种改性效果不*解决了聚烯烃与极性材料的共混难题,还拓展了聚烯烃材料在汽车零部件、电子外壳等领域的应用,同时降低了对纯工程塑料的依赖,实现了材料成本与性能的平衡。1. 乙烯马来酸酐共聚物E60兼具烯烃柔韧性与极性反应活性,适配多加工工艺,赋能多领域高性能应用。江苏食品接触级乙烯马来酸酐共聚物E60包装材料改性剂
EMA E60的储存与使用需遵循严格的安全规范,以确保产品性能稳定与操作安全。储存时,应将产品置于干燥、通风、阴凉的仓库内,避免阳光直射与潮湿环境,防止吸潮结块,储存温度控制在5℃~30℃范围内,保质期通常为12个月。在操作过程中,加工温度应严格控制在规定范围内,避免高温导致材料分解产生有害气体;操作人员需佩戴防护口罩、手套等防护用品,避免直接接触高温熔体。若发生泄漏,应及时用干燥沙土覆盖收集,避免扬尘。同时,产品运输过程中需注意防潮、防晒、防挤压,确保包装完好,避免产品受损。山西环保型乙烯马来酸酐共聚物E60医用材料基材E60 耐腐蚀性突出,能抵御有机溶剂侵蚀,适用于化工设备配件的制造生产。

乙烯马来酸酐共聚物E60在油墨领域的应用,通过改善油墨与承印物的附着力和油墨的印刷性能,提升了印刷品的质量和耐久性。油墨的印刷性能主要包括附着力、光泽度、干燥速度和耐磨性等,尤其是在塑料承印物上,常规油墨的附着力较差,易出现脱墨现象。将 乙烯马来酸酐共聚物E60作为油墨连接料的改性剂,其马来酸酐基团可与塑料承印物表面的活性基团发生反应,形成牢固的结合,同时 乙烯马来酸酐共聚物E60的高分子链可与油墨中的树脂、颜料等组分良好兼容,提升油墨的稳定性。在聚乙烯薄膜印刷中,使用添加6% 乙烯马来酸酐共聚物E60的油墨,附着力测试(胶带剥离法)无明显脱墨现象,而未添加 乙烯马来酸酐共聚物E60的油墨脱墨率高达40%。此外, 乙烯马来酸酐共聚物E60的加入还能提升油墨的光泽度,从60°光泽度70提升至90,同时加快油墨的干燥速度,从10分钟缩短至3分钟,提高了印刷效率。油墨的耐磨性也得到改善,经过500次摩擦测试后,印刷图案仍清晰完整,无明显磨损。这种改性油墨可用于塑料包装印刷、户外广告印刷、标签印刷等领域,提升了印刷品的美观度和使用寿命。
EMA E60具备出色的环境适应性,能在复杂工况下保持稳定性能。其分子链结构稳定,耐候性优异,长期日晒雨淋后力学性能下降幅度小,不易龟裂变色,适配户外制品;耐化学腐蚀性强,对酸、碱、盐等常见介质耐受性好,可用于化工管道、储罐内衬等场景;耐高低温性能突出,在-40℃~80℃范围内保持良好柔韧性与力学强度,满足多环境使用需求。同时,E60生产遵循国际质量标准,通过RoHS、REACH等环保认证,重金属与有害物质含量低于限值,食品接触安全性高,操作与储存过程中遵循规范即可保障安全,为企业提供合规、可靠的材料解决方案。乙烯马来酸酐共聚物 E60 耐化学腐蚀性良好,可抵御多种酸碱介质,延长制品使用寿命。
E60在纤维增强复合材料中的应用,有效解决了纤维与树脂基体之间界面结合弱的问题,提升了复合材料的力学性能。玻璃纤维、碳纤维等增强纤维具有高的强度、高模量的优势,但表面光滑,与树脂基体的相容性较差,直接复合时纤维易从基体中拔出,难以充分发挥增强作用。将E60作为界面改性剂涂覆在纤维表面,或添加到树脂基体中,其马来酸酐基团可与纤维表面的羟基发生化学反应,形成化学键合,同时乙烯链段与树脂基体紧密结合,构建起牢固的界面结合层。在玻璃纤维增强聚丙烯复合材料中,添加6%的E60后,复合材料的弯曲强度从80MPa提升至120MPa,拉伸模量提升50%以上,层间剪切强度提升60%。这种改性后的纤维增强复合材料重量轻、强度高,可用于制备汽车保险杠、航空航天领域的轻量化结构件、建筑用装饰板材等产品,既降低了产品重量,又提升了结构强度和使用寿命。乙烯马来酸酐共聚物 E60 与聚烯烃相容性优异,是聚烯烃改性的常用高效相容剂。江苏食品接触级乙烯马来酸酐共聚物E60包装材料改性剂
E60 耐老化性能优异,长期使用中不易发生龟裂、变色,维持制品外观与性能稳定。江苏食品接触级乙烯马来酸酐共聚物E60包装材料改性剂
E60的加工工艺适应性是其获得广泛应用的重要保障,不同加工方式下的工艺参数优化可充分发挥其性能优势。在注塑加工中,E60的加工温度通常控制在180-220℃,注射压力为80-120MPa,保压压力为注射压力的60%-70%,由于其流动性良好,可采用较快的注射速度,缩短成型周期至30-60秒,适用于大批量生产小型精密部件。在挤出加工中,螺杆转速一般设置为50-100r/min,机筒各段温度从进料口到机头逐步升高,范围在160-230℃,这种温度梯度可避免材料过早熔融导致的进料不畅问题,同时保证材料充分塑化。在吹膜加工中,吹胀比控制在2-3倍,牵引速度与挤出速度匹配,温度设置略低于注塑和挤出工艺,为170-210℃,以保证薄膜具有良好的透明度和力学强度。此外,E60与其他聚合物的共混可采用双螺杆挤出机进行熔融共混,螺杆长径比选择25-30:1,确保混合均匀性,共混温度根据共混体系的不同进行微调,通常在180-240℃之间。江苏食品接触级乙烯马来酸酐共聚物E60包装材料改性剂
上海纳塑合金科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的化工中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来上海纳塑合金科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

- 山西增容型乙烯马来酸酐共聚物E60相容剂 2026-06-15
- 安徽高活性乙烯马来酸酐共聚物E60涂料添加剂 2026-06-09
- 湖北复合膜用乙烯马来酸酐共聚物E60环保型增容剂 2026-06-08
- 山西涂料用乙烯马来酸酐共聚物E60挤出成型原料 2026-05-19
- 湖北高附着力乙烯马来酸酐共聚物E60高分子改性剂 2026-05-08
- 安徽低粘度乙烯马来酸酐共聚物E60医用材料基材 2026-05-06
- 安徽相容剂级乙烯马来酸酐共聚物E60涂料添加剂 2026-04-28
- 福建医用级乙烯马来酸酐共聚物E60塑料合金相容剂 2026-04-27