台式等离子切割机的特点:1、标准化生产,组装件基本都是标准件,减少故障率,例如:床身、横梁、立柱、滑板、驱动板等关乎精度的部分,都是批量化的;2、床身为重型床身,标准10*200*3mm的方管焊接而成,设有调平垫脚,出口型和国内统一标准;3、横梁为150*200*8mm大方管;不变形,导轨面和齿条面都是高精度加工的。4、刀条支架用激光加工后折弯成U字型,稳定性好,且承重性强度大;而不是角铁,刀条为锯齿刀条,厚度为3mm;5、钣金为一体化设计,颜色客户可指定;常用颜色为红色、白色、紫色;6、标配,可根据客户需要更换;7、驱动器为深圳雷赛驱动器;故障率非常低;也可以根据客户要求换成伺服;8、升降体为大升降而非行程100的小便携升降体;9、X轴加防尘,保护滑块;10、整机滑块加注油,润滑;11、四周有万向轮,方便上料;12、有风机口,便于客户后期除尘。与传统的切割机相比,激光切割机具有较强的性能,在工作中发挥更强的安全性。天津平面激光切割机供应

等离子弧切割机是借助等离子切割技术对金属材料进行加工的机械。等离子切割是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化,并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。特点:等离子切割机配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区。黑龙江地轨式激光切割机切割成本激光切割机的优点:激光切割速度快:钣金切割速度可达10m/min,远高于等离子切割机。

激光切割机的简介:与传统的氧乙炔、等离子等切割工艺相比,激光切割速度快、切缝窄、热影响区小、切缝边缘垂直度好、切边光滑,同时可激光切割的材料种类多,包括碳钢、不锈钢、合金钢、木材、塑料、橡胶、布、石英、陶瓷、玻璃、复合材料等。随着市场经济的飞速发展和科学技术的日新月异,激光切割技术已普遍应用于汽车、机械、电力、五金以及电器等领域。近年来,激光切割技术正以前所未有的速度发展,每年都以15%~20%的速度增长。我国自1985年以来,更是以每年近25%的速度增长。当前,我国激光切割技术的整体水平与先进国家相比还存在着不小的差距,因此,在国内市场激光切割技术具有广阔的发展前景和巨大的应用空间。
光纤激光切割机的定制光束:光纤激光切割机当中的定制光束形状基于一个原则,即:与使用单束圆形激光束的传统激光切割相比,新的切割工艺采用了复杂的激光光束形状。利用大功率单模光纤激光器独特的聚焦特性,产生复杂的光束形状,并使之有可能从整体激光能量中分出一部分,以便创建一个“匙孔”,用于激光焊接或激光切割应用中。其余的能量将分配到熔体;在此之前,主光束用来创建一个适当的高蒸汽压力分布在熔融材料表面。这使得它可以将局部压力施加在切口流出的熔体上,这远远超过了在激光切割中常用的同轴气体喷射的压力。结果是切口非常狭窄。新工艺极具潜力,在较大的切割速度范围内不会产生毛边,而且在狭窄的轮廓切割中也能进行高速切削,产生高质量的切口。激光切割加工是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不局限于切割图案限制等特点。

光纤激光切割机的日常维护:1.每天开机前,仔细检查激光工作气体和切割气体的工作情况。气压不足时,应及时更换。2.检查x轴零点、y轴零点、z轴零点、激光准备状态等是否损坏(检查指示灯)。3.检查零点、x轴、y轴、z轴限位开关和冲击块安装螺钉是否松动,各轴限位开关是否敏感。4.检查冷水机的循环水位是否充足。如果不足,应及时补充。5.检查外部光路循环水电路是否有泄漏。泄漏必须及时处理,否则会影响光学镜头的使用寿命。6.每天切割后,检查聚焦镜片的镜片是否损坏。7.检查外光路波纹管是否烧坏或损坏。8、日常工作结束后,及时清理切割废料,清理工地,保持工地清洁。同时,做好设备清洁工作,确保设备各部分清洁无污垢。9、日常工作结束后,打开压缩机底部的储气罐排水阀排水,排水后关闭排水阀。10.日常工作完成后,按关机程序关机,关闭整个机器的总电源。半自动切割机适用于造船、机械、钢结构、建筑等行业,也适用于其他大中小型企业切割钢板之用。吉林平面激光切割机
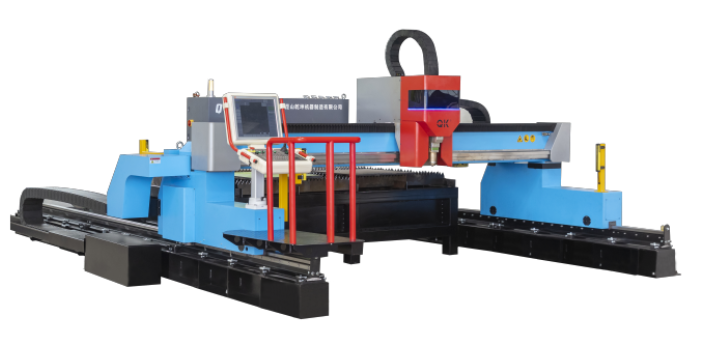
激光切割机系统一般由激光发生器光束传输组件、工作台、微机数控柜、冷却器和计算机等部分组成。天津平面激光切割机供应
激光切割机的主要工艺:汽化切割:在激光气化切割过程中,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。此情况下需要非常高的激光功率。为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大幅度超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。该加工不能用于,像木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。在激光气化切割中,较优光束聚焦取决于材料厚度和光束质量。激光功率和气化热对较优焦点位置只有一定的影响。在板材厚度一定的情况下,较大切割速度反比于材料的气化温度。所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。在板材厚度一定的情况下,假设有足够的激光功率,较大切割速度受到气体射流速度的限制。天津平面激光切割机供应
水刀切割机是利用超高压水射流进行冷态切割的切割设备,主要由高压泵、数控加工平台、喷射切割头、供砂系统...
【详情】激光切割机的主要工艺:1、氧化熔化切割:熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体,材料...
【详情】悬臂式数控切割机为小悬臂式结构,横向切割宽度2m,纵向切割长度3m,兼有YDHG-1500型和YDH...
【详情】激光切割机的关键技术:焦点位置控制技术:在工业生产中确定焦点位置的简便方法有三种:(1)打印法:使切...
【详情】高精密光纤激光切割机加工有如下明显特点:安全可靠:激光精密加工属于非接触加工,不会对材料造成机械挤压...
【详情】光纤激光切割机的行业应用和加工优势:应用于钣金加工、航空、航天、电子、电器、地铁配件、汽车、粮食机械...
【详情】激光切割机的原理:激光是一种光,与其他自然光一样,是由原子跃迁产生的。但它与普通光不同是激光只在较初...
【详情】激光切割机与等离子切割的优势特点:激光切割加工是用不可见的光束代替了传统的机械刀,具有精度高,切割快...
【详情】光纤激光切割机的优点:1.切割缝隙小,节省材料光纤激光切割机进行切割时,是利用激光进行切割,切缝小,...
【详情】激光切割属于热切割方法之一。激光切割机的优点:1、激光切割速度快:钣金切割速度可达10m/min,远...
【详情】光纤激光切割机的日常维护:1.每天开机前,仔细检查激光工作气体和切割气体的工作情况。气压不足时,应及...
【详情】