- 品牌
- 爱步,爱步精益,爱步精益咨询
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
在精益改善中,团队合作至关重要。各个部门之间需要紧密协作,共同解决问题。企业应建立跨部门的改善团队,打破部门壁垒,形成合力。12. 精益改善强调以客户为中心。企业应深入了解客户需求,不断优化产品和服务,以满足客户的期望。只有让客户满意,企业才能在激烈的市场竞争中立于不败之地。13. 防错法是精益改善中预防问题发生的重要手段。它通过设计一些装置或方法,使操作过程中的错误难以发生或及时发现并纠正。这样可以**提高产品质量,减少返工和浪费。14. 精益改善鼓励创新思维。在改善过程中,员工应敢于提出新的想法和方法,挑战传统的思维方式。企业应为员工提供创新的平台和机会,激发他们的创造力。识别每一分浪费,创造每一分价值。汕头管理精益改善方法

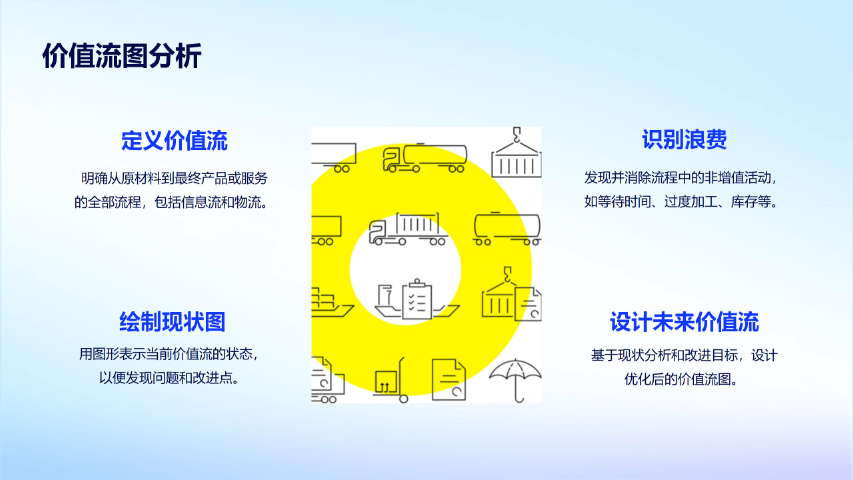
生产效率的系统性提升通过价值流分析(VSM)识别非增值环节,例如某汽车零部件厂通过优化焊接工序布局,将单件生产时间从45分钟缩短至28分钟,设备综合效率(OEE)提升32%。结合5S管理减少工具寻找时间,某电子厂产线换模时间降低67%。这种效率提升直接反映在人均产出指标上,例如丰田北美工厂通过标准化作业使单位人工成本下降19%。生产效率的系统性提升通过价值流分析(VSM)识别非增值环节,例如某汽车零部件厂通过优化焊接工序布局,将单件生产时间从45分钟缩短至28分钟,设备综合效率(OEE)提升32%。结合5S管理减少工具寻找时间,某电子厂产线换模时间降低67%。这种效率提升直接反映在人均产出指标上,例如丰田北美工厂通过标准化作业使单位人工成本下降19%。佛山工厂精益改善精益改善,激发无限潜能,创造非凡价值。

制定改善计划与实施在明确问题后,需要制定详细的改善计划。这包括设定明确的目标、分配资源、确定责任人以及制定具体的实施步骤。例如,某公司通过5W1H(为什么、在哪里、谁、怎样、何时、需要什么资源)分析法,***梳理了操作目的、地点、时机等要素,确保改善措施切实可行。此外,改善计划的实施需要全员参与,特别是班组长和**员工的积极参与,能够有效推动改善工作的落地。制定改善计划与实施在明确问题后,需要制定详细的改善计划。这包括设定明确的目标、分配资源、确定责任人以及制定具体的实施步骤。例如,某公司通过5W1H(为什么、在哪里、谁、怎样、何时、需要什么资源)分析法,***梳理了操作目的、地点、时机等要素,确保改善措施切实可行。此外,改善计划的实施需要全员参与,特别是班组长和**员工的积极参与,能够有效推动改善工作的落地。
精益生产通过消除浪费、优化流程和持续改进,帮助企业实现更高的生产效率和更低的成本。精益生产强调以客户需求为导向,通过拉动式生产和价值流分析优化资源配置。精益生产通过减少过度加工和过量生产,降低资源浪费并提高产品质量。精益生产通过持续改进和全员参与,帮助企业适应快速变化的市场环境并保持竞争优势。精益生产通过减少库存和优化物流管理,降低企业的运营成本并提高响应速度。精益生产通过标准化作业和持续改进,确保每个环节都能高效运作并减少浪费。精益生产通过全员参与的改善活动(Kaizen),推动企业文化和员工行为的转变。精益改善,全员行动,共同塑造美好未来。

精益改善不仅关注生产效率的提升,还注重员工的发展。通过改善活动,员工可以不断提升自己的技能和解决问题的能力,实现个人价值与企业发展的双赢。11. 在精益改善中,团队合作至关重要。各个部门之间需要紧密协作,共同解决问题。企业应建立跨部门的改善团队,打破部门壁垒,形成合力。12. 精益改善强调以客户为中心。企业应深入了解客户需求,不断优化产品和服务,以满足客户的期望。只有让客户满意,企业才能在激烈的市场竞争中立于不败之地。精益思维,驱动改善;持续优化,铸就品质。泉州工厂精益改善流程是什么
精益驱动变革,改善成就未来。汕头管理精益改善方法
快速换模(SMED):工业4.0时代的效率**SMED将设备换型时间从小时级压缩至分钟级,其**是“内部作业外部化、并行化”。某注塑企业通过以下步骤实现:①将模具预装在移动小车上(外部作业);②用气动夹具替代手动螺栓紧固(减少内部作业);③组合模具参数预设(信息流优化)。换模时间从2.5小时降至15分钟,设备利用率提升22%。数字化SMED更进一步,如通过物联网实时监控模具状态,预测维护需求。快速换模(SMED):工业4.0时代的效率**SMED将设备换型时间从小时级压缩至分钟级,其**是“内部作业外部化、并行化”。某注塑企业通过以下步骤实现:①将模具预装在移动小车上(外部作业);②用气动夹具替代手动螺栓紧固(减少内部作业);③组合模具参数预设(信息流优化)。换模时间从2.5小时降至15分钟,设备利用率提升22%。数字化SMED更进一步,如通过物联网实时监控模具状态,预测维护需求。汕头管理精益改善方法
- 湛江精益改善方法 2026-06-10
- 莆田如何精益改善有什么办法 2026-06-08
- 泉州如何精益改善 2026-06-07
- 泉州精益改善意义 2026-06-06
- 莆田工厂精益改善意义 2026-06-05
- 广州管理精益改善 2026-06-04
- 福州车间精益改善 2026-06-03
- 厦门工厂如何精益改善意义 2026-05-31
- 厦门工厂如何精益改善意义 2026-05-28
- 汕头精益改善有什么办法 2026-05-26
- 广东工厂精益改善怎么做 2026-05-26
- 杭州业务精益改善怎么做 2026-05-20