- 品牌
- JWIM
- 型号
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
企业使命是助天下农化剂企业实现生产智能化、轻松多创利。金旺智能通过提供从工艺设计、设备制造到运维服务的全链条解决方案,已帮助众多农化企业提升了生产效率与经济效益。例如,为某企业设计的智能生产线,使产能提升了50%,人力成本下降了40%,年新增利润超千万元,这一明显的成效让客户看到了智能化的巨大潜力。未来,企业将继续以客户需求为导向,深化智能技术应用,助力更多农化企业实现智能化转型。在降低生产难度的同时,为企业创造更多的利润空间,让农化企业在激烈的市场竞争中更具优势,实现可持续发展。南通科创聚焦科技创新发展,引进项目、培育企业,打造良好创新生态,推动区域产业升级。浙江仓储服务电话

山东成欣是一家专注于化工领域的企业,集研发和生产于一体,为市场提供多样化的高质化工产品。金旺智能为其量身打造的化工原料智能生产线,采用了全密闭投料和纳米级计量技术。在粉体原料处理过程中,密闭投料系统有效将车间粉尘浓度控制在1mg/m³以下,计量误差则维持在±0.5%以内,从而确保了产品质量的稳定性。此外,生产线还配备了自动化输送与存储系统,使得物料周转效率提升了60%,仓储空间利用率更是提高了4倍。依托这条高效的生产线,山东成欣的化工原料年产能达到了2万吨,产品纯度超过99%,广泛应用于多个工业领域,企业的经济效益和社会效益均明显提升。山东仓储哪里买山东富润实是聚焦农业领域,集农资产品研发、生产、销售为一体的综合性企业。

成品罐是用于储存生产完毕的成品物料,保障其质量稳定的储存容器。在液体农药生产中,成品罐像“质量守护者”,采用不锈钢316L材质,内壁镜面抛光Ra≤0.4μm,防止物料挂壁和污染,容积达50m³,可存储20吨药液。某工厂案例显示,成品罐配备搅拌装置和温控系统,搅拌转速20rpm,使药液保持均匀,温度控制在20±5℃,避免药液因温度波动变质;罐内设有液位计和质量流量计,可准确计量成品量,且成品罐与灌装线联动,按订单需求定量输出药液,确保灌装的药液质量一致,出厂合格率达100%。
分拣自动化是依靠系统和设备自动识别、分类货物的高效分拣方式。在南通江山的农药仓储中心,分拣自动化系统由高速分拣机、视觉识别设备组成,可根据订单信息自动分拣不同品种、规格的农药产品。系统识别速度达10件/秒,分拣效率3000件/小时,准确率99.98%,远超人工分拣的效率与精度。分拣机按配送区域设置分拣口,如将华东、华北、华南地区的订单分别分拣至不同出口,便于后续物流配送。该系统使订单处理时间从24小时缩短至4小时,分拣成本下降60%,大幅提升了企业的物流响应能力。河北中天邦正是聚焦兽药领域,集研发、生产、销售于一体,为畜牧养殖提供产品的企业。

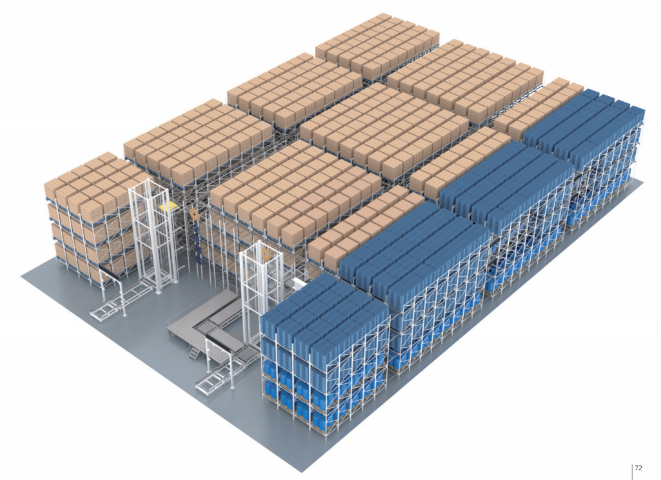
南通科创聚焦科技创新发展,引进项目、培育企业,打造良好创新生态,推动区域产业升级。金旺智能作为其重点引进的智能装备企业,在南通科创园区内建设了农化制剂智能工厂示范线,涵盖智能加工、包装、仓储等环节,其中智能加工展厅展示的砂磨研磨技术,可将原药颗粒细化至纳米级,吸引了众多园区企业参观学习;智能包装展厅的高速贴标机,贴标精度达±0.5mm,为园区企业提供了直观的智能化改造样本。南通科创通过引进金旺智能等创新企业,带动园区内30余家企业实施智能化升级,推动区域农化产业向高质量化发展。立体仓库是利用空间垂直布局,通过自动化设备密集存储货物的仓储形式。常州智能仓储哪家有
原料库是存放原料的仓库。浙江仓储服务电话
山东清原植保是专注植保领域,集研发、生产、销售为一体,提供绿色高效解决方案的企业。金旺智能为其打造了智能化农药生产基地,涵盖悬浮剂、微乳剂等多条智能生产线,其中悬浮剂生产线采用砂磨研磨技术,原药颗粒粒径控制在2-5μm,悬浮率超95%;微乳剂生产线借助负压投料与防差系统,制得的透明药剂分散性非常好,在防治果树病虫害时,药液可均匀覆盖每片叶片,防治效果提升30%。该基地通过智能加工与数字孪生技术,生产效率较传统模式提升40%,能耗下降25%,助力山东清原植保推出多款绿色高效药剂,成为植保领域的创新引导者企业。浙江仓储服务电话