工作环境与员工满意度的***改善效果该设备通过其自动化和封闭式的设计,对工作环境的改善效果是立竿见影且多方面的。全封闭的防护结构,配合高效的集中除尘接口,能够将打磨过程中产生的有害粉尘浓度控制在国家职业卫生标准规定的容许浓度以下,极大地保障了员工的呼吸系统健康。设备在设计和制造过程中充分...
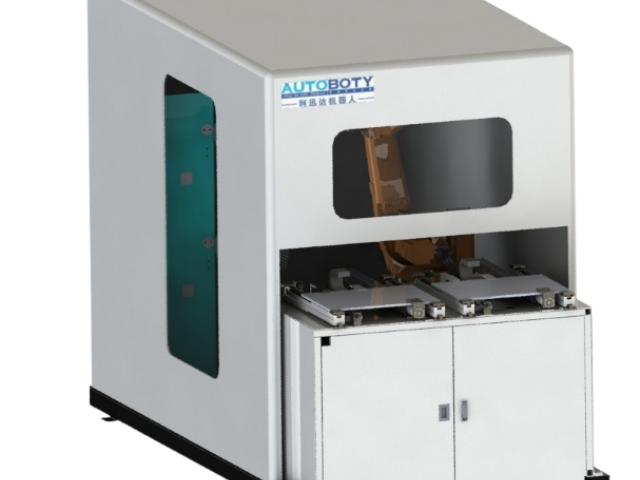
双工位砂带机打磨设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
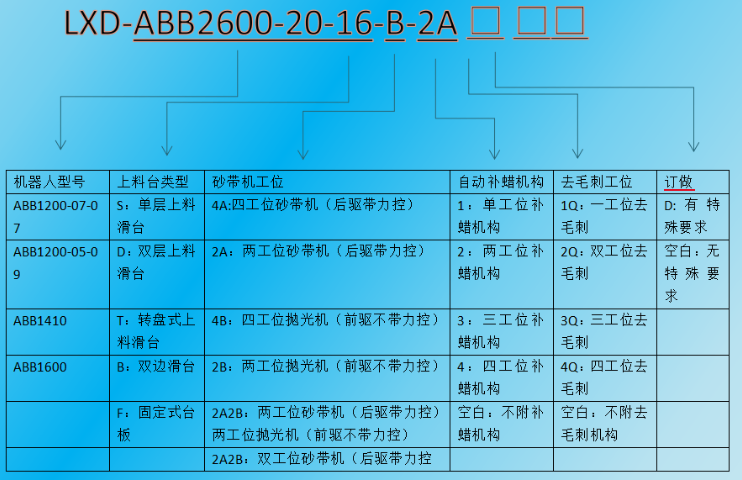
- LXD-ABB2600-20-16-B-2A-2-2Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 3300*1700*2300
- 用途
- 抛光打磨
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
双工位砂带机打磨设备企业商机
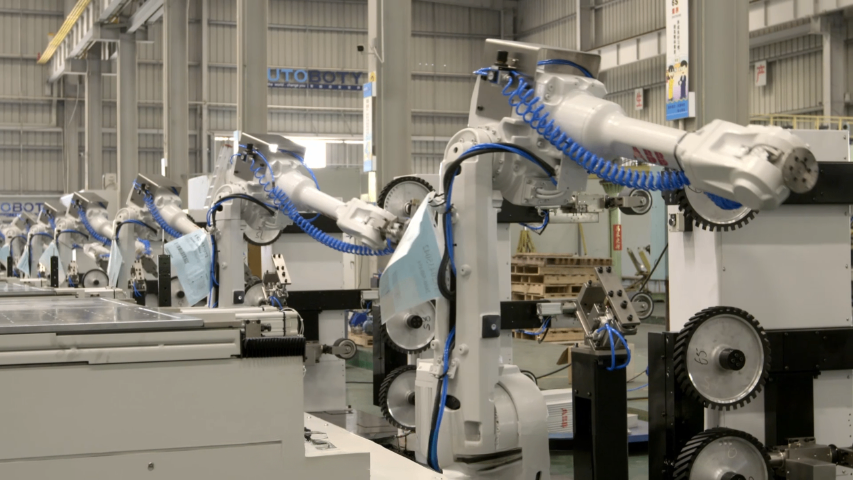
高精度力控系统的技术优势与应用价值设备所搭载的高精度力控系统**了当前自动化打磨领域的**水平,它是实现高质量、一致性打磨效果的关键技术保障。该系统的**由高响应的多维力传感器、精密的电-气伺服机构以及智能化的自适应控制算法三大部分组成。系统提供的压力调节范围极为宽广,从10牛顿到220牛顿,这意味着一台设备就能够覆盖从对表面光洁度要求极高的精密仪器部件进行轻柔抛光,到对大型铸件焊疤进行强力打磨的几乎所有工艺需求。其控制精度达到了惊人的,在连续生产过程中,系统能够将压力波动严格控制在极小的范围内,从而彻底避免了因压力不稳导致的工件表面“过磨”或“欠磨”现象。力控系统通过以极高的频率实时采集打磨过程中的压力数据,并与预设的理想值进行快速比对,然后动态地调整气动回路的输出,形成一个快速的闭环控制,从而确保砂带与工件之间的接触力始终保持恒定。这种闭环控制方式能够有效补偿因工件本身存在的尺寸公差、装夹位置的微小偏差、砂带随时间推移而产生的正常磨损等诸多因素所带来的干扰。更值得一提的是,该系统还具备一定的自适应学习功能,它能够根据历史加工数据不断优化自身的控制参数,实现性能的持续提升。 模块化设计便于功能扩展与维护,满足未来升级需求。肇庆直销双工位砂带机打磨设备服务热线

产品型号选型体系的科学性与指导意义产品型号LXD-ABB2600-20-16-B-2A□□采用了一套严谨、科学的结构化编码体系,每一个字段都承载着特定的配置信息,共同定义了设备的具体规格和功能。“LXD”是利迅达公司的品牌标识;“ABB2600”指明了所采用的机器人型号系列;“20”清晰地表示了机器人的额定负载为20公斤;“16”通常指代机器人的工作范围或臂展,此处为;“B”定义了上料系统的类型,在此**“双边滑台”;“2A”则指明了砂带机的基本配置,即“双工位砂带机(后驱带力控)”。紧随其后的可选字段(用方框表示)为用户提供了进一步的个性化选择空间,包括但不限于:替换其他型号的机器人、选择更高级别的上料台类型(如转盘式、双层式)、增加砂带机或抛光机的工位数量、选配自动补蜡机构及其工位数、集成去毛刺功能单元以及提出特殊的定制化要求。这种科学、透明的选型体系,一方面能够引导用户系统地梳理自身的真实需求,准确选择**适合自身生产工艺和预算的配置,避免因配置不足影响生产或配置过高造成投资浪费;另一方面,它也为设备从订单确认、生产制造到安装调试的整个流程提供了清晰、无歧义的依据。同时,这套体系也为设备未来的升级改造指明了清晰的技术路径。 茂名直销双工位砂带机打磨设备服务热线设备防护等级高,适应粉尘、湿度较大的工业环境。

上料系统多样化配置的深度解析设备提供的上料系统配置方案丰富多样,旨在满足不同生产规模、工件特性及车间布局的特定需求。单层上料台(对应选型代码7)是**为基础和经济的配置,其结构简单可靠,维护方便,非常适合生产节拍要求不高、工件品种相对单一的中小批量生产场景。双层上料台(代码9)则在垂直空间利用上做了优化,通常设计为可交替工作的上下两层料架,当一层在进行加工时,另一层可进行人工或自动上下料,实现了加工与上下料时间的完全重叠,从而**大限度地减少了生产节拍中的等待时间,特别适合于加工周期与上下料时间接近的场合。转盘式上料滑台(代码T)通常包含一个可旋转的多工位托盘,能够容纳多个工件,并实现循环作业,这种配置尤其适合多品种、小批量的混合生产,因为它允许在设备加工一个工件的同时,操作人员在转盘的其他工位为后续工件进行准备。双边滑台(代码B)设计巧妙,它允许上料台在设备的两侧之间往复移动,一侧工位进行加工时,另一侧工位即可进行安全、便捷的上下料,这种布局非常适合于需要将上下料区域与加工区域完全隔离,或者希望实现“一个加工单元服务两条生产线”的柔性化布局。固定式台板(代码F)则是**简单的形式。
力控系统的技术优势设备搭载的高精度力控系统**了当前自动化打磨领域的先进水平,其**由多维力传感器、电-气伺服机构和智能控制算法组成。系统压力调节范围10-220牛,覆盖了从精密抛光到重型打磨的全系列工艺需求,控制精度达到,这意味着在连续生产中压力波动被控制在极小的范围内。力控系统通过实时采集打磨过程中的压力数据,与预设值进行比对后动态调整气动输出,确保砂带与工件接触力保持恒定。这种闭环控制方式有效补偿了工件尺寸公差、砂带磨损等因素带来的影响。系统还具备自适应学习功能,能够根据历史数据优化控制参数,不断提升打磨质量。在实际应用中,这种高精度力控保证了工件表面处理的一致性,***降低废品率,特别适用于对表面质量要求严格的汽车零部件、精密仪器等**制造领域。 砂带张力自动调节,保持稳定切削状态与加工质量。

机器人型号选择的策略性考量因素在为本设备选配机器人型号时,需要进行策略性的综合考量,以确保所选机器人能与具体的生产需求达到**佳匹配。设备支持选配多种ABB机器人型号,例如:ABB1200-07-0(负载7公斤,工作范围),它适合处理小型、轻质的工件,如电子产品外壳、小型压铸件;ABB1200-05-0(负载5公斤,工作范围),适用于对精度要求极高、但工件尺寸和重量都很小的场合;ABB1410(负载4公斤,工作范围),在负载和工作范围之间取得了良好平衡,通用性较强;ABB1600(负载6公斤,工作范围),则是面向更***中型工件应用的通用型选择。在选择过程中,用户必须首先明确几个关键参数:待加工工件的**大重量(需考虑夹具重量)、工件的**大外形尺寸(这决定了所需的工作范围或臂展)、加工工艺所要求的轨迹重复定位精度、以及期望达到的生产节拍(这影响了对机器人运动速度的要求)。例如,在3C行业进行精密结构件打磨,可能更侧重精度和速度,ABB1200系列或许是推荐;而在工程机械领域处理较大的焊接件,则可能需要ABB1600或更大型号的机器人来保证负载和能力。利迅达通常提供专业的选型咨询服务,其工程师会基于用户提供的产品图纸、产能目标、车间布局等具体数据。 人性化操作界面简单直观,降低员工学习与操作门槛。清远双工位砂带机打磨设备检修
抛光机工位可选前驱非力控型号,专注于表面光整加工。肇庆直销双工位砂带机打磨设备服务热线
设备安装与调试的全流程精细化管控设备的安装与调试是一项系统性工程,其质量直接关系到设备投产后运行的稳定性、精度寿命以及维护成本,因此需要全过程进行精细化管控。安装前的场地准备是首要环节,这包括确认设备基础承重能力、地面的水平度(通常要求≤3mm/m)、预留合适的设备搬运通道、以及按照技术协议要求将动力电源(如380V/50Hz)、压缩空气源(如,且需干燥、洁净)、接地保护等utilities接驳到指定位置。设备就位后,需使用高精度水平仪进行精细调平,确保机身框架在各个方向上都达到严格的水平要求,这是保证机器人运动精度和设备长期稳定性的基础。管路线缆的连接需遵循规范,做到整齐、牢固、标识清晰。调试阶段是“唤醒”设备的过程,它包括系统上电自检、各轴伺服驱动器的参数初始化与优化、机器人零位校准、工具坐标系与用户坐标系的精确标定、安全互锁信号的测试等。随后是功能调试,需要逐一验证砂带机的启停、调速、张紧,力控系统的压力标定与响应测试,上料台各动作的顺畅性,以及机器人所有编程路径的空跑模拟。**为关键的是工艺参数调试,需要选用实际的代表性工件,在设备上进行试加工。 肇庆直销双工位砂带机打磨设备服务热线
广东利迅达机器人系统股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来广东利迅达机器人系统股份供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与双工位砂带机打磨设备相关的文章
南宁通用双工位砂带机打磨设备服务
- 山东双工位砂带机打磨设备设备价钱 2026-01-26
- 清远定做双工位砂带机打磨设备 2026-01-25
- 玉林定做双工位砂带机打磨设备售后服务 2026-01-24
- 惠州通用双工位砂带机打磨设备供应商 2026-01-14
- 阳江定做双工位砂带机打磨设备设备价钱 2026-01-13
- 桂林通用双工位砂带机打磨设备维保 2026-01-07
- 肇庆直销双工位砂带机打磨设备服务热线 2026-01-03
- 钦州直销双工位砂带机打磨设备耗材 2026-01-02
- 辽宁自动化双工位砂带机打磨设备服务热线 2025-12-30
- 防城港一体化双工位砂带机打磨设备耗材 2025-12-26
- 江门双工位砂带机打磨设备 2025-12-24
- 茂名通用双工位砂带机打磨设备销售厂家 2025-12-22
与双工位砂带机打磨设备相关的产品
与双工位砂带机打磨设备相关的新闻
-
防城港工业双工位砂带机打磨设备方案 2025-12-11 05:13:43持续技术创新历程与**技术积累利迅达在工业自动化打磨抛光领域的技术创新并非一蹴而就,而是一个持续迭代、不断积累的过程。回顾其发展历程,可以清晰地看到一条技术演进路线:在力控技术方面,从**初代简单的气动压力控制,发展到中期的电-气比例控制,再到当前采用的基于高动态响应电-气伺服阀和先进自...
-
辽宁一体化双工位砂带机打磨设备耗材 2025-12-07 08:16:11产品型号选型体系的科学性与指导意义产品型号LXD-ABB2600-20-16-B-2A□□采用了一套严谨、科学的结构化编码体系,每一个字段都承载着特定的配置信息,共同定义了设备的具体规格和功能。“LXD”是利迅达公司的品牌标识;“ABB2600”指明了所采用的机器人型号系列;“20”清晰...
与双工位砂带机打磨设备相关的问题
与双工位砂带机打磨设备相关的标签
新闻资讯
产品推荐
-
广东智能刀具打磨机器人系统供应商
2026-04-20 -
深圳全自动搬运与上下料机器人工作站维保
2026-04-19 -

济南直销智能刀具打磨机器人系统维保
2026-04-18 -
肇庆自动化全自动焊接机器人工作站保养
2026-04-16 -
山东智能刀具打磨机器人系统
2026-04-14 -

佛山通用全自动打磨机器人工作站系列
2026-04-13 -

自动化全自动打磨机器人工作站设备价钱
2026-04-12 -
玉林通用全自动打磨机器人工作站降价
2026-04-11 -

东莞一体化全自动打磨机器人工作站维保
2026-04-09