- 品牌
- 浙江机电院
- 型号
- 定制
- 类型
- 加热设备,浇注设备,铁水包,造芯设备,造型机
绿色低碳运行:打造铸造环节的“零废”**铁模覆砂虽较传统砂型铸造更环保,但旧砂再生、热能消耗、废气排放仍是挑战。我院集成多项绿色技术,构建闭环生态:高效旧砂热法再生系统:采用余热回收式焙烧炉,再生砂灼减量≤0.3%,回用率超95%,大幅减少新砂采购与固废排放;智能燃烧控制:浇注与烘干环节配备低氮燃烧器+空燃比AI优化,天然气单耗降低18%;VOCs与粉尘协同治理:覆砂与浇注工位密闭负压收集,经“旋风+活性炭吸附+催化燃烧”三级处理,排放远优于国标;能源管理系统(EMS):实时监测电、气、热消耗,生成碳足迹报告,支撑绿色工厂认证。经实测,整线单位铸件综合能耗下降25%,年减碳超800吨,真正实现“绿色铸造”。技术人员通过不断调整和优化工艺参数,以实现覆砂效果。云南省机械零部件铁型覆砂造型机

铁模覆砂工艺的**优势体现在铸件质量、生产效率与成本控制三大维度。在铸件质量上,铁模的冷激作用能细化铸件晶粒度,提升综合强度,其生产的铸件硬度比普通铸造方法高出约20个HB单位,且尺寸精度高、加工余量小、组织致密,特别适合球墨铸铁生产,可实现少、无冒口铸造[1]。在生产效率方面,造型过程快捷高效,无论何种铸件砂型,两三分钟内即可完成造型,且砂型密度、表面硬度通过设备精细控制,一致性强[1]。成本控制上,铁模使用寿命可达万次以上,砂料可重复利用,同时利用铸件浇注后铁模的余热进行覆膜砂固化,大幅降低用电消耗,能将批量生产的综合废品率控制在3%左右浙江设计院铁模覆砂设备厂家严格的质量控制体系,是确保铁模覆砂工艺产品质量的重要保障。

废气与粉尘协同治理射砂、浇注工位全密闭负压收集;废气经“旋风除尘 + 活性炭吸附 + 催化燃烧”三级处理,VOCs去除率>95%;排放指标远优于《铸造工业大气污染物排放标准》(GB 39726-2020)。绿色材料与工艺优化推广无酚/低甲醛覆膜树脂,从源头减少有害物;优化浇冒口设计,结合铁模激冷效应,实现无冒口或微冒口铸造,金属利用率提升至92%以上。典型成效效率提升:人均产能提高50%,OEE(设备综合效率)达85%+;质量跃升:铸件尺寸精度达CT6级,废品率降至1%以下;绿色收益:单位铸件综合能耗下降25%,年减碳超800吨;柔性增强:支持20+种产品快速切换,交付周期缩短30%。结语铁模覆砂技术不再是孤立的成形工艺,而是智能绿色铸造系统的**载体。通过深度融入智能制造架构与循环经济理念,它成功**了传统铸造“高耗、高排、低效、低质”的困局。未来,随着AI大模型、数字主线(Digital Thread)、碳管理平台的进一步集成,铁模覆砂智能绿色产线将朝着自主进化、零废排、碳中和的方向持续演进,为中国**装备基础件的自主可控与可持续发展提供坚实支撑。
节能环保:利用铸件浇注后铁型的余热进行再循环生产的覆膜砂固化,减少了能源消耗。同时,生产过程中产生的旧砂可以再生回用,符合循环经济的理念。适应性强:铁型覆砂铸造生产线适用于多种材质和形状的铸件生产,具有较强的适应性和灵活性。水平分型射芯机的工作原理主要基于压缩空气和机械装置的综合运用。具体而言,其工作原理如下:压缩空气射砂:首先,利用压缩空气将型砂均匀地射入砂箱中。这一步骤通过精确的控制系统和稳定的压缩空气源实现,确保型砂的均匀分布和足够的填充量。铁模覆砂技术是一种先进的铸造工艺,广泛应用于汽车、机械等领域。

在当今“双碳”目标和绿色制造的宏观背景下,铁模覆砂铸造技术因其固有的节能环保特性而焕发出新的生机,正加速向更高效、更绿色的方向演进。该工艺本身即是循环经济的典范:生产过程中依靠铁型浇注后的余热来固化覆膜砂,无需额外加热,***减少了能源消耗 。同时,由于覆砂层薄且型砂因激冷而不过烧,旧砂的再生回用率极高。行业实践表明,结合热法再生系统,铁型覆砂工艺可以实现旧砂接近100%的循环利用,极大地减少了固体废弃物的排放。铁模覆砂工艺的发展,为铸造行业带来了更多的市场机遇和竞争优势。工业铁型覆砂生产企业
创新铁型覆砂工艺革新传统铸造,为航空航天、汽车制造等领域提供更强支撑。云南省机械零部件铁型覆砂造型机
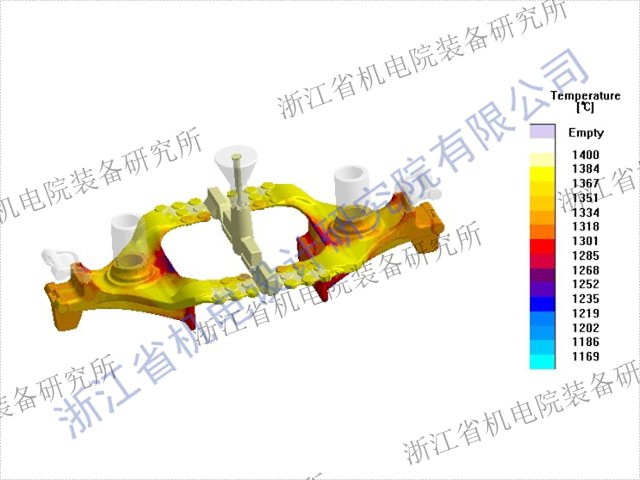
铁模覆砂铸造技术作为一种兼具高精度、高效率与近净成形优势的先进铸造工艺,在智能化、绿色化制造浪潮中正焕发出新的生命力。通过与工业互联网、人工智能、能量回收、闭环再生等技术深度融合,铁模覆砂产线已从传统“经验驱动型”作业,升级为数据驱动、自主优化、低碳运行的智能绿色工厂典范。以下是其在智能化与绿色化产线中的**应用:一、智能化应用:构建“感知—决策—执行”闭环1. 数字孪生与虚拟调试在产线建设前,基于三维模型构建铁模覆砂全流程数字孪生体,模拟射砂、固化、浇注、冷却等环节;虚拟验证工艺参数(如覆砂厚度、固化温度、浇注速度),大幅缩短现场调试周期;投产后,物理产线与数字模型实时同步,实现远程监控与预测性维护。云南省机械零部件铁型覆砂造型机

铁型重复利用:金属型(铁型)寿命可达数万次,较一次性砂模大幅降低模具成本,尤其适用于大批量生产场景。能耗与人工成本压缩工艺简化:铁型覆砂无需传统砂型的烘干工序,缩短生产周期,降低电耗与燃气消耗。自动化适配:铁型结构稳定,易于集成自动化生产线(如机械手取件、在线检测),减少人工干预,提升人均产能。废品率降低工艺稳定性高:覆膜砂高温固化后形成高精度型腔,配合铁型刚性支撑,减少铸件变形、气孔等缺陷,废品率可控制在2%以下,较普通砂型铸造降低50%以上。绿色铸造,从铁型覆砂开始!环保高效,让每一件铸品都成为可持续发展的典范。山西哪里有铁模覆砂设备厂家铁型覆砂开箱机在铸造生产中扮演着至关重要的角色,其高...
- 重庆大型铁模覆砂多少钱 2026-05-09
- 广东省非标定制铁型覆砂模具设计 2026-03-14
- 贵州省制造铁型覆砂铸造生产线 2026-03-13
- 湖北省国内铁型覆砂生产企业 2026-03-13
- 陕西整套铁型覆砂规格尺寸 2026-03-12
- 云南省机械零部件铁型覆砂造型机 2026-03-12
- 北京市国内铁型覆砂铸造工艺 2026-02-10
- 辽宁一体化铁模覆砂厂家报价 2026-02-10
- 安徽小型铁模覆砂装备研究所 2024-10-10
- 河北浙江设计院铁模覆砂铸造厂家 2024-09-05


- 山东省机电设计院铁型覆砂哪家好 2024-08-22
- 云南省工业铁型覆砂哪家好 2024-08-16
- 宁夏非标定制铁型覆砂设备厂家 2024-08-13
- 重庆制造铁模覆砂是什么 2024-08-12
- 黑龙江国内铁模覆砂生产企业 2024-08-12
- 四川省汽车行业铁型覆砂哪家好 2024-08-11






- 天津市霍尔传感器流量转速测量仪生产企业 05-19
- 贵州水泵检测规格尺寸 05-18
- 上海市工业风机测试哪家好 05-18
- 海南水泵检测多少钱 05-17
- 河北省自动化风机测试联系方式 05-17
- 阀门水泵检测定制价格 05-16
- 安徽省传感器流量转速测量仪联系方式 05-16
- 江苏省大型电机测试设备厂家 05-15
- 上海市自动化风机测试哪家好 05-15
- 浙江设计院水泵检测装配流水线 05-14