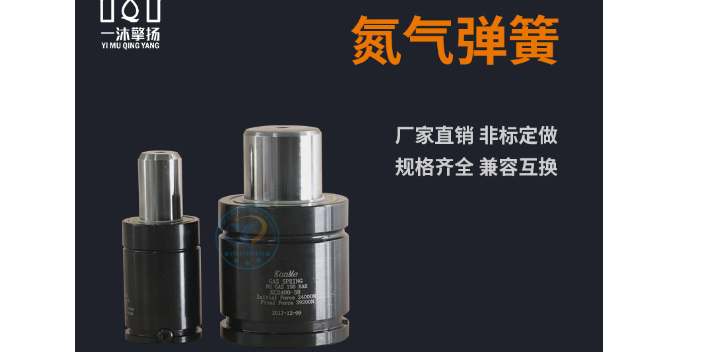
DADCO氮气弹簧是全球**品牌;合作伙伴与我们一起为你们的模具要求提供先进的解决方案。我们专注于提供质量的产品、专业的技术支持和不断提升的客户服务。我们的主要业务是我们对客户的承诺,包括模具工具制造商、先进的冲压设备,整个世界的汽车OEM。我们在DADCO培养一个不断创新的环境并努力将DADCO精神融入到我们所做的一切中。总部位于普利茅斯密歇根州,DADCO在四大洲七个国家中有九个直接设置点,并还在扩展。我们对于战略上的定位设施是辅之以巨大的分销商网络来满足世界各地当地客户的需求。不管你在哪里或你的客户位于哪里,DADCO都可以供货给你。自1958年公司创立以来,提供拥有价值的产品是我们一直的目标。除了我们的常用的氮气弹簧和升降器,我们也提供公制气缸、导向固定装置、液压斜楔系统。DADCO氮气弹簧可以为模具提供先进的解决方案。浙江氮气弹簧出厂价格
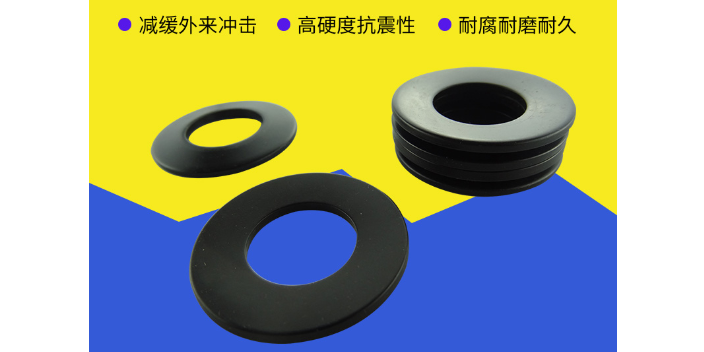
碟簧的长久变形在试验机上用两倍的/f≈0.75h。时的负荷将成品碟簧压缩3次,测量第2次和第3次压缩后的自由高度,其差值即为长久变形量。长久变形检验后碟簧的自由高度应符合国标规定限偏差范围内。碟簧硬度按GB/T230.1或GB/T4340.1的规定,厚度<1mm,在维氏(或表面洛氏)硬度计上进行;厚度≥1mm,在洛氏硬度计上进行。试验压痕应在碟簧上表面的中心处。每件打4点,第1点不考核,取后3点的平均值。脱碳检验:碟簧脱碳层深度按GB/T224的规定进行;表面质量:碟簧的表面质量用10倍放大镜,目测检查;表面粗糙度:碟簧的表面粗糙度用粗糙度比较样块检验;防腐:碟簧表面防腐按选定防腐方法的相关规定检验。疲劳试验:单片碟簧在疲劳试验机上用等幅正弦波负荷进行试验。试验可以单片进行,也可以由小于或等于10片的样本对合成一组进行。试验前必须加预压,其单片变形量f0=(0.15~0.2)H0。北京异形弹簧报价DADCO氮气弹簧可提供满足不同压力需求的各式氮气缸。

对于各种不同的冲压工艺,都有不同的工艺要求,选择采用氮气弹簧技术时,要适应其工艺需要。例如在整个工作行程中要求弹压力基本保持恒定,这一点应当说对于拉延压边作用而言,对于其他的工艺,就未必都要求弹压力基本恒定了,弹压力的恒定与否,影响不是很大。但是从经济角度说,就有比较大的影响,因为各个工厂生产的氮气弹簧价格,是与其性能相关的,同样的弹压力,采用力量恒定的氮气弹簧要比力量不恒定的贵,同一规格的氮气弹簧行程越长越贵。目前氮气弹簧技术投入市场的历史不长,采用氮气弹簧一次投入的费用相对于其他弹性元件要高,如果不充分考虑其经济性,盲目选择高性能的氮气弹簧,必将影响模具成本的提高,且也无比必要。因此,要根据不同的工艺要求,选择不同的氮气弹簧特性曲线,从而获得较好的性价和较好的经济效益。
氮气弹簧数量的选择:应根据成行需求,结合模具结构及着力点的为置,是模具在工作时不会出现偏载现象,同时也必须使模具调整方便。这样,氮气弹簧在使用中方能有足够的寿命。氮气弹簧的增压比的选择:可根据氮气弹簧的特性曲线和冲压工艺要求来选择,确定氮气弹簧的型号。尤其是要求工作力平稳变化,或工作力基本恒定及初始力较大时,确定增压比就更为重要。氮气弹簧行程的选择:不论哪一种工艺,选择氮气弹簧时,我们总希望氮气弹簧的总高度不要太高,以免发生不稳定现象及在模具上安装时结构过于复杂,且行程越大,氮气弹簧的价格越高,这一点对式氮气弹簧尤为重要。如因工艺需要,行程的确较大,建议采用氮气弹簧座板系统,这样可以减少模具高度,提高氮气弹簧稳定性可靠性。有时为了安全,避免意外发生,在选择氮气弹簧时,需加大3-5mm安全行程。弹簧热处理过程中就注意的问题。

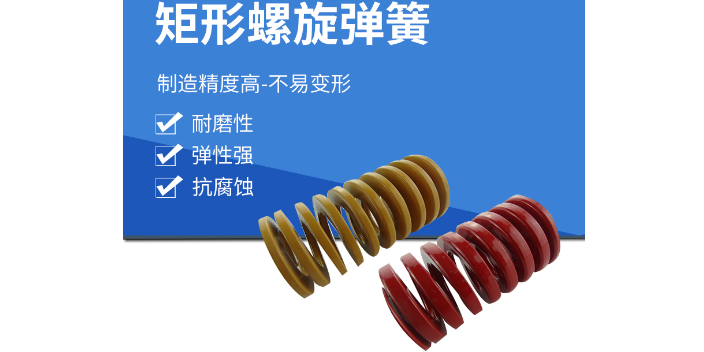
碟形弹簧负荷及刚度曲线碟形弹簧与普通圆柱螺旋弹簧不同,一般不能使变形和负荷成虎克定律,P-f不是一根直线。碟形弹簧P-f曲线是根据ho/t来决定的。标准碟簧A系列ho/t=0.4,近似一根直线,B系列ho/t=0.75为一渐减性曲线,C系列碟簧ho/t=1.3,如果ho/t>1.3,此时的碟形弹簧受力状态就不稳定了,在强压和测力时会翻边,测力曲线会发生突变。ho/t再增大,还会产生零刚度和负刚度曲线,具体见图(2)为什么国家标准规定的P值一定要在Pf=0.75ho检查呢?其原因主要是标准推荐的计算公式和实际测定值是有差别的,如图(3)所示,只有在Pf=0.6ho~Pf=0.8ho之间比较吻合。f<0.6ho时,实测值小于理论偏值,f>0.8ho实测值大于理论值,加之对交变负荷作用的f不宜>0.75ho以上,所以认定为Pf=0.75ho为宜。组合检查时要用压具,其导向件单边间隙要符合表(2)的规定。导向件导向表面的硬度较低不小于55HRC,导向件表面粗糙度Ra<3.2μm。氮气弹簧的生产厂家分布。长沙定做弹簧
压簧电镀工艺及电镀方式。浙江氮气弹簧出厂价格
弹簧成形后,一般需经220~330℃的低温去除应力退火或发兰处理,或根据弹簧的作业条件与所选材料的性质的要求,需要进行淬硬及回火,以提高弹簧力。但弹簧热处理时应选用卡具,以防圈缩小,工作时与轴棒卡牢。其它如去除两外端的角棱、径向内外的毛刺等,也不可忽视。遇有弯折倾向的簧时,可用一圈条,在张紧的弹簧上沿轴心纵向多次地用力摩擦,至表面局部硬化。弹簧不到位,失效方式及原因在实际工作中,我们常碰到弹簧不能把运动物体推到设定的位置,也就是说弹簧的计算自由长度变短了。其主要原因是没有作初压缩处理,就是把一根制造成的弹簧,用较大的力把它压缩到他的压缩高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~6次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生长久变形。浙江氮气弹簧出厂价格
上海擎扬精密模具配件有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来擎扬供和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!