此外,数控斜床却液的分类还需要注意以下几点: 1、查看车床主轴内锥孔空气吹气是否正常,用干净棉布擦洗主轴内锥孔,并喷上轻质油。 2、查看空气压力,放松调整旋钮,依右旋增压,左旋减压原则调整压力。 3、查看气动三联件油液面高度,大约为整个油管高度的2/3即可。每天将气动三联件滤油罐内水气由排水开关排出。 4、看冷却液箱内冷却波是否足够,不行及时增加。 5、查看润滑油液面高度,保证机床润滑。南京泰宇,为您提供量身定制的数控斜车解决方案,让您的企业迈向新的高度!云南自动化数控斜车

斜床身数控车床加工工艺分析,我国是一个制造业大国,在国际市场上占据着重要的地位,而机械制造业作为其中的重要组成部分,对我国制造业的发展具有十分重要的作用.随着我国机械加工制造业逐渐向着智能化,数字化方向发展,越来越多的数控机床被应用到机械加工过程中.斜床身数控车床就是一种比较的精密型数控车床,不仅有较高的精度,而且还比较耐用,具有走刀机与走心机等多个方面的优势.故此,本文对斜床身数控车床加工工艺进行了分析,内容以供参考.玉溪精密数控斜车采购小型数控车床维护保养。

高速数控立车的主轴性能检查: 1、在、高三档速度中选择低。数控立车主轴连续执行5次正向和反向旋转,然后停止操作并检查其操作的灵活性和可靠性。还要检查数控立车负载表上的电源显示是否符合要求。 2、可手动输入数据输入,使数控立车主轴逐渐从低速增加到允许的比较大速度。检查速度是否正常。通常,允许误差不能超过10%。在检查主轴速度时。观察主轴噪声、振动、温度是否正常,数控立车主轴高速运行2h后温度升至15℃。 3、为了检查数控立车主轴运动的灵活性和可靠性,主轴可以连续停止和操作5次以上。
机床坐标系的定义,在数控机床上加工零件,机床的动作是由数控系统发出的指令来控制的。为了确定机床的运动方向和移动距离,就要在机床上建立一个坐标系,这个坐标系就叫机床坐标系,也叫标准坐标系。机床坐标系中的规定,数控车床的加工动作主要分为刀具的运动和工件的运动两部分。因此,在确定机床坐标系的方向时规定:永远假定刀具相对于静止的工件而运动。对于机床坐标系的方向,统一规定增大工件与刀具间距离的方向为正方向。数控机床的坐标系采用右手笛卡尔坐标系,右手大拇指的方向为X轴的正方向,食指指向为Y轴的正方向,中指指向为Z轴的正方向。图中还标示了旋转运动A、B、C轴旋转的正方向。自动化数控车床批发。

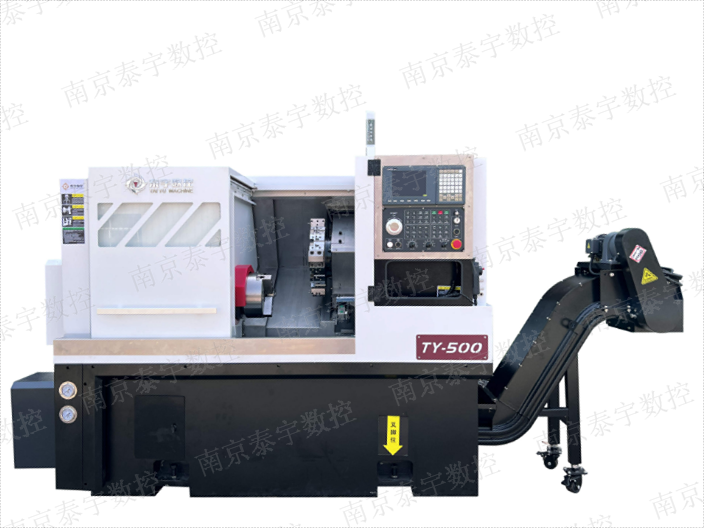
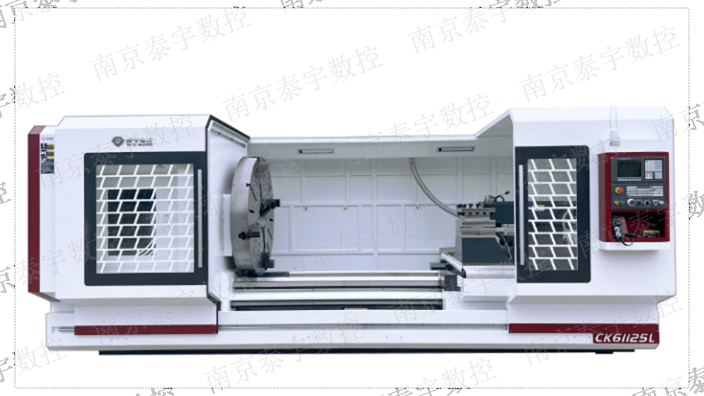
斜床身数控车床公司的斜式数控车床的截面积大于同规格的平床身,即抗弯抗扭能力更强。斜床身数控车床刀具在工件斜切方向上,切削力与工件重力方向基本一致,主轴运转比较平稳,不易引起切削振动。平床身数控车床切削时,刀具与工件产生的切削力与工件重力成90°,容易引起振动。对比加工精度,相对于平床身:主轴:有伺服**主轴,带完刹车后,可以主轴定位并锁紧,主轴转速也可以打的更加高,多数用液压卡盘。床身:斜置后再排屑更加方便,可以选配自动排屑器。斜车有硬轨跟线轨,相比平车,位移速度更加快。刀架:斜车可以选装多工位刀塔,一般8/12工位。相比平车,一般立式四工位,可以进行多工序加工。尾座:斜车一般可以选装液压尾台,当然跟液压卡盘一样,平车也可以装,但是相对要少。总而言之,斜车总体配置总是比平车高。精度高,效率**屑方便,复杂加工,还可以装逼进口数控车床操作工。昆明普通数控斜车哪家好
自动化数控车床采购。云南自动化数控斜车
斜床身数控车床公司的斜式数控车床的截面积大于同规格的平床身,即抗弯抗扭能力更强。斜床身数控车床刀具在工件斜切方向上,切削力与工件重力方向基本一致,主轴运转比较平稳,不易引起切削振动。平床身数控车床切削时,刀具与工件产生的切削力与工件重力成90°,容易引起振动。对比加工精度,相对于平床身:主轴:有伺服**主轴,带完刹车后,可以主轴定位并锁紧,主轴转速也可以打的更加高,多数用液压卡盘。床身:斜置后再排屑更加方便,可以选配自动排屑器。斜车有硬轨跟线轨,相比平车,位移速度更加快。刀架:斜车可以选装多工位刀塔,一般8/12工位。相比平车,一般立式四工位,可以进行多工序加工。尾座:斜车一般可以选装液压尾台,当然跟液压卡盘一样,平车也可以装,但是相对要少。总而言之,斜车总体配置总是比平车高。精度高,效率**屑方便,复杂加工, 云南自动化数控斜车