上海勇逸弯管有限公司位于上海市奉贤区洪庙镇洪兰路376号,环境优越,交通便利。上海勇逸弯管有限公司产主销的固/汽/水管道设备零部件广泛应用与(核电·火电·风电·水电·石油化工·船舶·食品医药·造纸印刷·污水处理)等等;经营产品有:弯管加工,拉弯加工,中频大弯,高压弯管,厚壁弯管,异型弯管,煨制弯管,合金弯管,90度弯管,推制弯管,碳钢弯管,上海弯管加工我公司以精制质量的产品和良好的服务树立企业形象,以合理的价格赢得市场,以科技为先导,倾尽全力开拓新产品,树立精益求精、追求完美的企业精神。公司秉承“顾客至上,锐意进取”的经营理念,坚持“好品质”的原则为广大客户提供质量的服务。欢迎惠顾!高压油管:公司专业设计制造高压油管、空调管路、设备液压管路。上海松江弯管厂承接幕墙铝型材拉弯来图加工

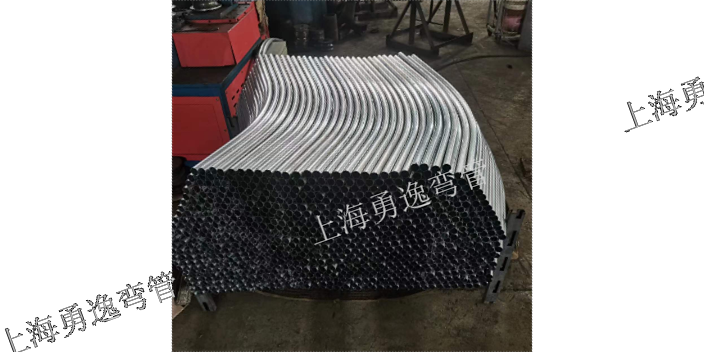
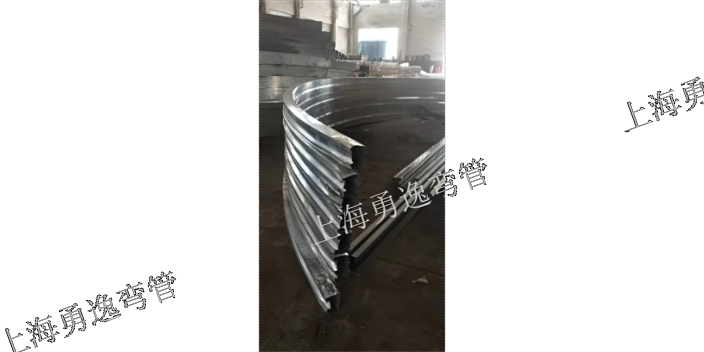
上海勇逸弯管有限公司是专业从事型材拉弯、中频热弯、抽芯弯管等工艺的研究,各种金属型材弯曲产品生产的专业化中型企业。目前公司在上海(浦东,宝山,奉贤)、安徽、山东直接投资设厂及设办事处,专业承接各种型材弯曲,来料加工及定单加工,量大时,在全国范围内可流动作业,目前可加工型材截面6MM-2000MM,公司拥有比较大管径2米的大型遥控顶弯机两台2台,其比较大推力在2000T、1500T,大型液压拉弯机8台(比较大加工截面600mm),拥有630kw、200kw中频热弯机,能热弯φ1米以下的大圆管,价值100万的89型全自动弯管机器1台。带芯棒式搂控弯管机7台,管端成型机2台,三辊型材卷弯机2台,七辊型材卷弯机1台,金属管材圆锯机2台,80型自动缩管机1台,具备业内加工面各种的多种弯圆设备,弯管产品分布于造船,汽车,锅炉,石油化工,家具,机械制造,装潢,金属结构,幕墙装饰等行业。闵行弯管厂承接铝型材拉弯加工联系电话注塑机液压管路、汽车测试管路,产品涵盖:物流装备.

弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。主营弯管加工,拉弯加工,弯圆加工,机械零件加工。专业各种型材上海拉弯弯曲,上海弯圆,上海弯管弯弧,等剪板折边来料弯管加工及订单加工,各种产品供应商。目前可加工型材截面Φ6mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、金属管材圆锯机,具备业内加工面**齐整的多种弯圆设备。
1、不锈钢冲压弯头合用于石油、自然气、化工、水电、修建和汽锅等行业的管路系。不需管坯作原料,可节省制管设备及模具费用,且可获得恣意大直径而壁厚相对较薄的碳钢弯头。2、因为上述二条缘由,可以缩短制造周期,出产本钱很好降低。坯料为平板或可展曲面,因此下料简略,精度轻易包管,组装焊接便利。3、为避免由于加热而发生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。4、不锈钢冲压弯头焊后硬化性较大,随便发生裂纹。若采用同类型的不锈钢冲压弯头焊接,必需进行300℃以上的预热和焊后700℃左右的缓冷处置。若焊件不克不及进行焊后热处置,则应选用不锈钢冲压弯头焊条。不锈钢冲压弯头焊接时,遭到反复加热析出碳化物,降低耐腐蚀性和力学机能。5、不锈钢冲压弯头,若焊件不克不及进行热处置,则应选用铬镍不锈钢焊条。不锈钢冲压弯头焊条具有优越耐腐蚀性和抗氧化性,普遍使用于化工、化肥、石油、医疗机械制造。6、不锈钢冲压弯头药皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,还随便发红,故尽能够采用直流电源。上海浦东拉弯厂销售承接金属艺术加工。
是冷凝水溢出所致,疏通冷凝水管的办法,通常是准备一根4-5米长的塑料管,一头**冷凝水排放管,一头接在卫生间水龙头上(可以制作一个小接头,靠螺纹拧在水龙头上),利用水的压力,将管道疏通,或用二氧化碳气瓶吹扫.综上所述,风机盘管冷凝水管堵塞的现象是经常的,这主要是客房风机盘管内有水存在,再加上温度适宜,易有藻类繁殖增长,产生胶状滑溜的极浓的残质,将冷凝水管堵住.国外常在客房风机盘管的集水盘里放置灭藻***,以减少其危害.自动合闸:将消防排烟风机控制柜的柜面上的***按钮SA的手柄打"自动"状态,SA(1-2)接通,当消防控制中心主机接收到火警信号,发出启动消防排烟风机信号,中间继电器KA2动作,KA2闭合,同时KM、KA3启动,消防排烟风机启动,HL5指示灯亮,交流接触器KM启动。上海浦东弯圆厂联系电话。多功能上海金山奉贤供铝型材拉弯加工报价
锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。上海松江弯管厂承接幕墙铝型材拉弯来图加工
弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。弯管的材质在奥氏体化温度以上,推制时弯头内壁主压应力小于材料在此温度下的屈服极限。材质奥氏体化温度越高,加热温度越高;材质高温屈服极限越高。确定始锻温度时,应保证弯管在加热过程中不产生过烧现象,同时也要尽力避免发生过热。弯管加热温度尽可能不超过1050℃。上海松江弯管厂承接幕墙铝型材拉弯来图加工