珩磨杆在复合加工中的协同适配技术,是应对复杂加工场景的重要创新方向,主要用于需要多工序一体化加工的零部件,通过与车削、铣削、磨削等工艺协同,实现内孔加工与其他工序的无缝衔接,大幅提升加工效率和产品一致性。复合加工中,珩磨杆需与其他加工工具精细配合,**在于解决工序衔接中的同轴度偏差、振动干扰和参数匹配问题。例如,在曲轴内孔复合加工中,珩磨杆需与车削刀具同步运行,先通过车削完成内孔粗加工,再由珩磨杆进行精整加工,期间需通过**联动机构确保珩磨杆与曲轴的同轴度误差控制在0.002mm以内,避免工序切换导致的精度偏差。同时,需根据前道工序的加工余量、表面粗糙度,动态调整珩磨杆的涨缩压力、转速和进给量,确保珩磨加工与前道工序完美衔接。小孔珩磨杆采用细长结构,适配孔径1-10mm的精密加工,刚性强且不易弯曲断裂。台州阀套珩磨杆
珩磨杆的选型是保障加工质量、提升生产效率、降低加工成本的关键环节,需综合考量加工工件的材质、孔径大小、深径比、精度要求、生产批量以及机床型号等多个因素,避免选型不当导致加工精度不达标、油石磨损过快、工件划伤等问题。从加工材质来看,加工淬火钢、硬质合金等强度材料时,应选择金刚石或CBN超硬珩磨杆;加工铝、铜等有色金属时,应选择柔性较好的+J型珩磨杆,避免划伤软质工件;加工球墨铸铁、灰铁等材质时,应选择镶合金导向衬条的+Y型珩磨杆,提升耐磨性和稳定性。从孔径和深径比来看,小孔(φ1-φ5mm)选单砂条珩磨杆,大孔(φ50mm以上)选多砂条珩磨杆,深孔(L/D≥30:1)选分段式深孔珩磨杆。从生产批量来看,批量生产优先选择超硬涂层珩磨杆,可延长使用寿命、减少换刀次数;单件小批生产可选用普通刚玉珩磨杆,降低成本。此外,还需确保珩磨杆的规格与机床的主轴转速、功率相匹配,才能充分发挥其加工效能。绍兴纺织机械珩磨杆销售电话S系列软质珩磨杆质地较软,不易划伤工件,专为HRC35以下普通钢制工件设计。

珩磨杆的润滑与冷却系统是保障其正常运行和加工质量的重要配套设施,合理的润滑与冷却可减少珩磨杆与工件、油石之间的摩擦,降低加工温度,避免粘刀、划伤、烧伤等问题,同时延长珩磨杆和油石的使用寿命。润滑系统的**作用是在珩磨杆与工件、油石之间形成一层油膜,减少摩擦阻力,提升加工表面质量,常用的润滑剂有珩磨油、切削油,需根据加工材质和精度要求选择:加工**度、高硬度材料时,选用极压珩磨油,具备良好的润滑性和极压性,可有效减少切削过程中的摩擦和磨损;加工软质材料时,选用低粘度切削油,避免润滑剂残留,同时防止粘刀。
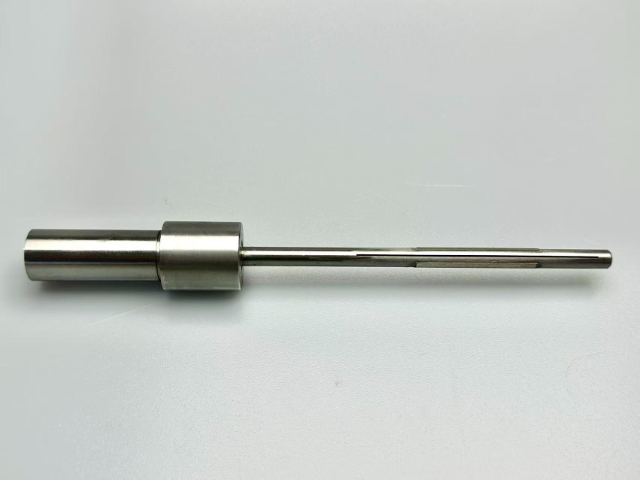
珩磨杆的表面质量直接影响工件的加工效果和使用性能,其加工后内孔的表面粗糙度、网纹结构等指标需严格控制,不同应用场景的要求存在明显差异。一般来说,珩磨杆加工后内孔的表面粗糙度需控制在Ra0.2-0.8μm之间:Ra过低(<0.2μm)会导致内孔表面过于光滑,储油能力差,易出现干摩擦,加剧工件的磨损;Ra过高(>0.8μm)则会导致内孔表面凹凸不平,加剧活塞环、密封件等配合部件的磨损,增加泄漏风险。为实现合理的表面粗糙度,珩磨杆通过精确控制油石粒度、进给量、旋转速度与往复速度的比例,可形成深度5-15μm、角度20°-30°的均匀交叉网纹,这种网纹结构既能储存润滑油,降低摩擦系数,又能保证内孔表面的均匀性,提升工件的耐磨性和密封性。在发动机缸套加工中,合格的网纹结构可使发动机的使用寿命提升30%以上;在液压油缸加工中,合理的网纹结构可有效防止液压油泄漏,提升油缸的工作稳定性和使用寿命。珩磨杆常由外管与芯杆组成,芯杆可调节珩磨头涨缩,适配不同加工深度需求。

珩磨杆的环保节能技术是制造业绿色发展的重要体现,通过优化材质、加工工艺、润滑冷却系统等,实现珩磨杆生产和使用过程中的节能、降耗、环保,减少对环境的污染,降低加工成本。环保节能技术主要体现在三个方面:一是材质的环保化,选用可回收、低污染的材质,如可再生合金钢、环保涂层材料,减少材质生产过程中的污染,同时延长珩磨杆的使用寿命,减少废弃物产生;二是加工工艺的节能化,优化加工工序,采用高效、节能的加工设备,如数控机床、变频电机等,降低能耗,同时减少切削液、润滑剂的使用量,采用环保型切削液和润滑剂,减少对环境的污染;三是润滑冷却系统的环保化,采用循环式润滑冷却系统,实现切削液和润滑剂的循环利用,减少浪费,同时对废弃切削液和润滑剂进行无害化处理,避免污染土壤和水源。Y系列合金珩磨杆耐磨耐用,适用于球墨铸铁、不锈钢及HRC35以上热处理钢件珩磨。湖北精密珩磨杆哪里买
可修磨式珩磨杆磨损后可重复修复使用,大幅减少耗材投入,降低生产成本。台州阀套珩磨杆
珩磨杆相比传统的铰孔、镗孔等内孔加工工艺,具有精度更高、效率更高、表面质量更好、适用范围更广等**优势,已逐渐替代传统加工工艺,成为精密内孔加工的比较好选择。从精度来看,传统镗孔工艺易产生锥度、腰鼓形等形状误差,铰孔工艺*能修正尺寸误差,无法修正形状误差,而珩磨杆可同时修正内孔的尺寸误差、形状误差和位置误差,加工精度可达IT4级,远高于传统工艺;从效率来看,珩磨杆的复合运动加工速度快,可实现粗磨、半精磨、精磨一体化加工,批量生产效率比传统工艺提升50%以上,同时减少了换刀次数和加工工序;从表面质量来看,珩磨杆加工后可形成均匀的交叉网纹,表面粗糙度更低,可大幅提升工件的润滑性能和耐磨性,而传统工艺加工后的内孔表面多为单向纹路,润滑性能和耐磨性较差;从适用范围来看,珩磨杆可适配不同材质、不同孔径、不同深径比的内孔加工,无论是小孔、大孔、深孔,还是异形孔、断续孔,都能实现精细加工,而传统工艺的适用范围相对狭窄。台州阀套珩磨杆
宁波伊弗迅机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,宁波伊弗迅机械供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!



