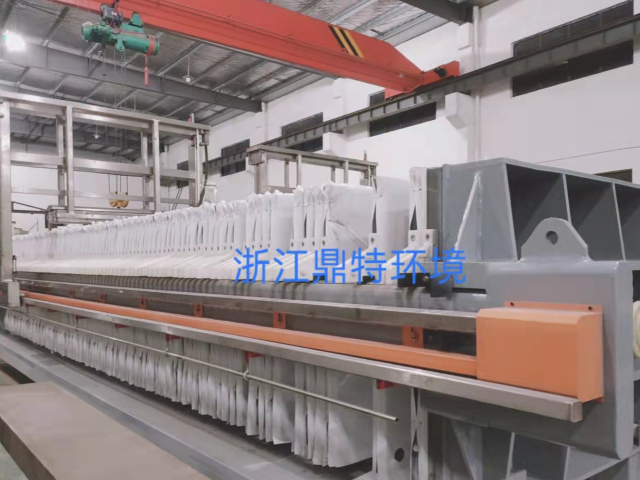
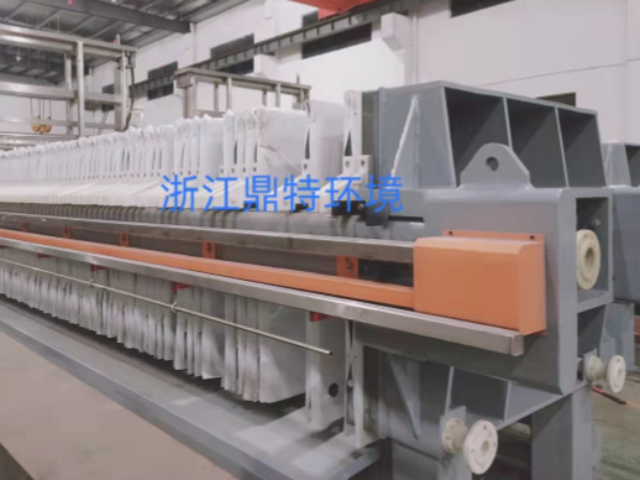
厢式压滤机的工作原理基于压力驱动过滤机制。当物料被泵入由相邻滤板形成的密闭滤室后,在高压作用下液体穿过滤布排出,而固体颗粒则被截留在滤室内形成滤饼。随着技术进步,现代厢式压滤机普遍采用PLC控制系统,可实现自动拉板、自动卸料、自动清洗等功能,大幅减少人工干预。浙江鼎特环境科技有限公司在设备密封性、滤板材质及液压系统优化方面持续创新,有效提升了设备的使用寿命与运行稳定性,满足不同行业对高洁净度、高回收率的严苛要求。年度大修的检修项目清单?手动厢式压滤机租赁
原液压系统存在的问题:从原设备的生产情况来看,压滤机控制技术是手动操作的,更换压滤机滤布和正常工作时需要进行手工旋紧螺母,手动操作液压保压系统,由于机械保压中存在螺纹的间隙,所以液压保压系统设计非常不合理,因此出现原料介质从板框与滤布间歇处外泄,造成每年因此损失原料上百万元,而且由于腈纶原料具有较强的腐蚀性和剧毒性,对环境、操作工人身体健康和生产设备造成了严重的影响,致使长期不能正常的生产,该液压系统在设计上存在了以下的缺陷。
液压元件的选用及液压系统设计存在的缺陷 该液压系统实现保压主要靠的是手动换向阀的o型机能来封闭油缸两腔中的油液,从而达到锁定活塞。而o型机能的换向阀的阀芯是滑阀结构的、加工的精度不高和使用后阀芯磨损因素的影响,对油液的封闭能力不高,尤其是在压力较高的情况下,高低压腔的油液将始终作用在阀芯上,由于压差的作用下,将推动滑阀阀芯向低压腔移动,行程差压运动,必将进一步增大油液的内泄漏,从而也 降低了换向阀o型机能的保压能力,保压效果很差。 滤板密封面失效的常见原因有哪些?

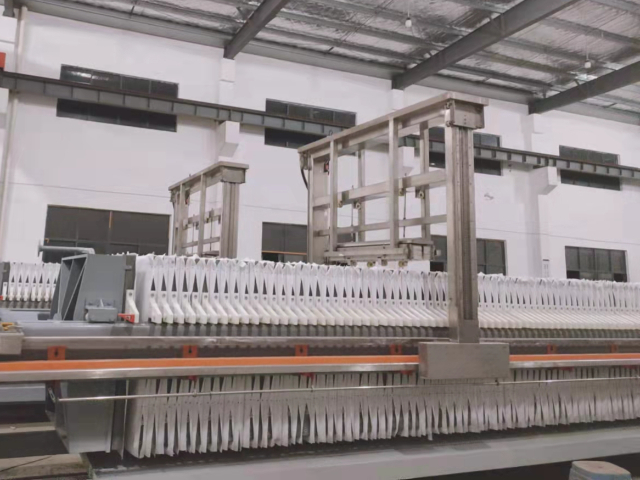
厢式压滤机操作指南:轻松上手厢式压滤机主要依靠入料泵提供的液压驱动力进行脱水,其操作流程如下:压紧滤板:首先,确保滤板被紧紧压住。开泵进料:启动进料泵,开始进料过程。关闭进料泵:当进料完成后,关闭进料泵。拉开滤板卸料:轻轻拉开滤板,将过滤后的物料卸出。清洗检查滤布:清洗滤布并检查其状态。准备进入下一循环:完成上述步骤后,准备开始下一个循环。对于长期不使用的厢式压滤机,应进行油封保存。板框应平整地堆放在通风干燥的库房,堆放高度不超过2米,以防止弯曲变形。 双油缸同步控制如何解决偏载问题?上海自动拉板厢式压滤机24小时服务
滤饼不均匀分布的调整方案?手动厢式压滤机租赁
功能与必要性 使命:在压滤机工作周期内(通常0.5-8小时)恒定维持压紧力,抵抗滤室内部压力(比较高4.0MPa)产生的反向推力失效后果:⚠️滤板间出现≥0.1mm间隙→物料喷溅⚠️密封面失效→过滤精度下降50%以上,机械结构组成图表代码下载液压站锁紧油缸活塞杆锁紧块止推板导轨压力传感器PLC控制器电磁换向阀执行单元:双作用油缸(缸径通常160-250mm)铬钼合金锁紧块(硬度HRC55-60)传力路径:活塞推力→锁紧块斜面→转化为垂直压紧力→抵住止推板T型导轨三、工作流程与控制逻辑步骤1:压紧阶段主压紧油缸推动活动板前进当滤板组压缩至设定厚度(如500mm±0.5mm)时:位移传感器发出信号锁紧油缸伸出(压力15-25MPa)锁紧块卡入止推板导轨凹槽步骤2:动态锁紧阶段(关键创新) 手动厢式压滤机租赁