- 品牌
- 光启激光
- 型号
- MOPA,紫外,皮秒,CO2
- 控制方式
- 数控
- 作用对象
- 玻璃,金属,铝,塑料
- 电流
- 交流
- 产品别名
- 激光打标机 激光切割机
- 产地
- 江苏常州
- 厂家
- 光启激光
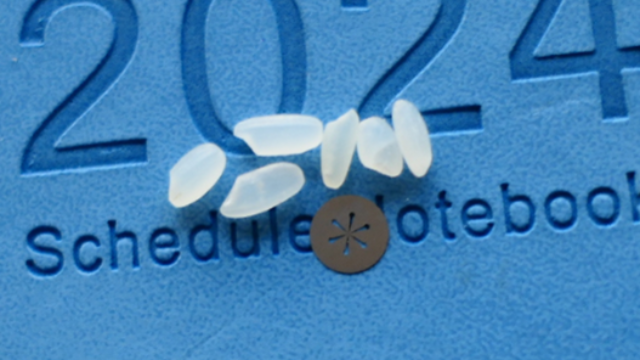
CO₂激光主要适用于对较厚的膜材料进行切割和开槽加工。它的功率较大,能够快速切割厚膜材料,提高生产效率。在石墨烯膜的加工中,CO₂激光可以实现大面积的快速切割,为石墨烯的大规模应用提供了可能。对于 PET 膜和 PI 膜,CO₂激光也能进行有效的切割和打孔,满足不同行业的需求。同时,CO₂激光设备成本相对较低,维护方便,是一种经济实用的切膜加工技术。紫外激光,CO2激光,皮秒激光切膜,石墨烯膜,PET膜,PI膜激光切割,打孔,狭缝开槽加工,FPC覆盖膜激光切割 柔性薄膜 聚酰亚胺膜激光打孔微小孔加工。工业园区红外皮秒激光切膜打孔机薄金属切割
激光切膜打孔机
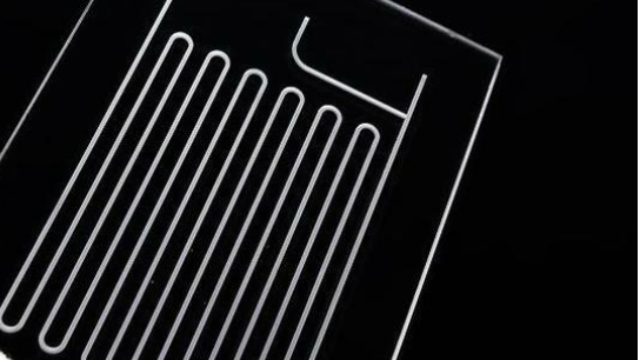
紫外皮秒激光切割 PET 膜具有***的优势。首先,在黑边方面,紫外激光切割 PET 有肉眼不可见的黑边,若不追求很高切割速度,也可以做到无黑边。如采用紫外皮秒激光切割机加工,能在速度与效果上取得较好的平衡。边缘平整度方面,紫外皮秒激光切割 PET 膜的边缘非常平整。相对于传统切割方式,不会出现毛刺杂边等情况。这是因为紫外皮秒激光的高单光子能量使材料快速气化蒸发,热作用微乎其微,加工精度高。例如,纳飞光电研发设计的 355nm 紫外纳秒激光器切割 PET 膜时,光束质量高(M²<1.2),聚焦的光斑直径可以达到微米量级,容易获得更高的峰值功率,从而实现更窄的切缝,切断面不会产生褶皱卷边。金坛区光纤激光切膜打孔机薄膜打孔激光切膜可借助紫外纳秒激光提升品质。
紫外皮秒属于冷加工,热影响极小,微米级精度,切割无毛刺,无焦边,无发黑。紫外皮秒激光切割 PI 膜的又一优势。皮秒重复频率非常高,振镜速度快,能够满足大规模生产的需求。比如在一些电子产品制造企业中,采用紫外皮秒激光切割 PI 膜,可以**提高生产速度,缩短产品的生产周期。此外,超短脉冲使得紫外皮秒激光在皮秒级时间内释放能量,热影响区小到可以忽略,无微裂纹。这对于保证 PI 膜的质量至关重要,不会因为热影响而导致材料性能下降。
皮秒激光切割机超薄金属,激光打孔具有精度高、误差小的***特点。超薄金属激光打孔薄板金属密集孔加工精度高 ±10μm,其加工精度高的优势主要体现在以下几个方面。首先,激光束通过聚焦后的光斑大小对精度起着关键作用。激光束聚集后的光斑越小,切割精度越高,**小的光斑可达 0.01mm。其次,工作台的走位精度决定着切割的重复精度,工作台精度越高,切割的精度也就越高。此外,工件的厚度和材质也会对精度产生影响。一般来说,工件厚度越大,精度越低,切缝越大。比如厚度 0.3MM 的不锈钢比 2MM 的切缝小得多。同时,在同样情况下,不锈钢要比铝的切割精度高,切面也更加光滑一些。不同材质的超薄金属在激光打孔精度上也有所差异。常州光启激光在不锈钢、铝、铜、镍、钼、钛合金等金属上进行精密的激光打孔,加工精度可达 ±20um。对于高反射率材料如金、银、铜和铝合金,由于它们是好的传热导体,激光切割相对困难,但某些难切割材料可使用脉冲波激光束进行切割,极高的脉冲波峰值功率会使材料对光束的吸收系数瞬间急剧提高。总之,超薄金属激光打孔凭借其高精度、小误差的特点,以及对不同材质和厚度的适应性,在现代工业制造中发挥着重要作用。紫外纳秒激光在激光切膜市场有一定份额。
紫外激光切割薄膜的精度表现紫外激光在切割薄膜方面具有较高的精度。以紫外纳米秒激光切割聚氯乙烯(PVC)薄膜为例,当加工参数组合为0.2W-20mm/s-5(激光功率、激光切割速度、重复切割次数)时,可获得较窄的切割缝宽度(55.1±4.6μm)和较小的热影响区面积(25.5±2.4μm),且无明显锥度9。对于聚碳酸酯(PC)薄膜,采用紫外纳米秒激光进行图案化精密切割时,当参数组合为0.1W-40mm/s-15(激光功率-切割速度-切割次数),可获得较小的切割缝宽度(40.7±1.2μm)和热影响区宽度(26.8±0.8μm),同样无明显缝锥度14。激光打孔采用紫外纳秒激光可提高精度。烟台国产紫外激光切膜打孔机薄膜划线
激光切膜选择合适的激光很关键,如紫外纳秒。工业园区红外皮秒激光切膜打孔机薄金属切割
紫外皮秒激光切割是一种高精度的薄膜切割技术。对于PET膜和PI膜等各类薄膜,它具有***优势。皮秒激光的超短脉冲能在瞬间释放极高能量,热影响区极小,可避免对薄膜材料造成热损伤。在切割PET膜时,能保证边缘光滑、无毛刺,不影响其物理性能。对于PI膜等高性能薄膜,可实现复杂形状的精确切割。这种技术适用于各类薄膜的精密切割,无论是电子领域的绝缘膜,还是光学领域的特殊薄膜,都能满足高精度加工需求。它提高了薄膜产品的质量和生产效率,为薄膜加工行业带来了新的发展机遇。工业园区红外皮秒激光切膜打孔机薄金属切割

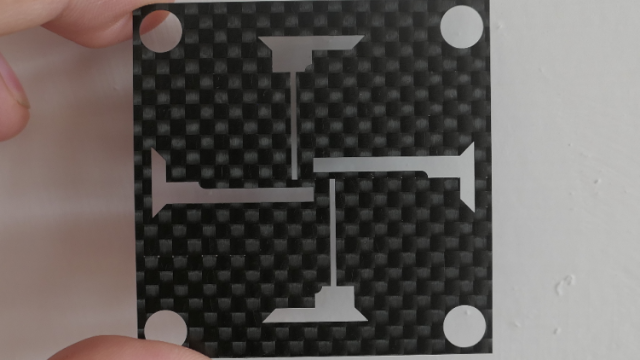
- 昆山紫外激光切膜打孔机薄碳纤维打孔 2024-11-21
- 绍兴MOPA激光切膜打孔机石墨烯薄膜切割 2024-11-21
- 浙江光纤激光切膜打孔机石墨烯激光打孔 2024-11-08
- 江西光纤激光切膜打孔机薄金属切割 2024-11-08
- 济南绿光激光切膜打孔机石墨烯薄膜切割 2024-11-07
- 常熟绿光激光切膜打孔机硅片激光打孔 2024-11-07
- 合肥紫外激光切膜打孔机激光切膜 2024-11-06
- 北京国产紫外激光切膜打孔机PI膜开槽 狭缝 2024-11-06