数控刀柄材料“对症下药”,重视超硬超细材料的开发环保要求的提倡,干切削技术和微量冷液却、低温气冷却技术应运而生,对切削刀具材料(及涂层)的抗高温性能提出了新要求——优良的高温红硬性、高温抗粘合性、高温摩擦性能等对实施干切削数控刀柄的使用性能至关重要。数控刀柄涂层发展迅速,新涂层层出不穷刀...
BIG刀柄基本参数
- 品牌
- BIG刀柄
- 型号
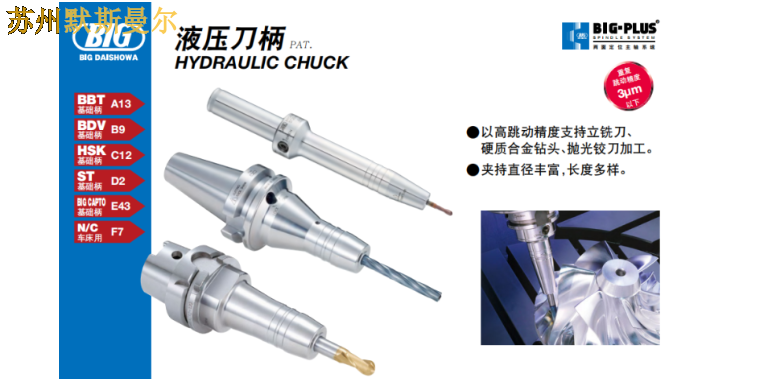
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG刀柄企业商机
BIG刀柄锥柄本体的日常维护与保养:刀柄锥柄本体可以分为三大部分:1、刀杆部分;2、法兰部分(需格外注意保护法兰端面贴合部分)3、锥柄部分(需注意锥部锥面贴合部位以及内部卡持部分)刀柄锥柄本体的日常维护和保养:1、使用前观察刀柄,确保法兰部分、锥柄部分重要贴合面没有锈迹、伤痕。对于其他部分出现影响整体平衡性的锈迹、伤痕到刀柄要及时维修、更换;2、使用后应当及时使用洁净的工具擦拭或吹净刀柄上沾有的切削液、铁屑。待干燥后及时喷涂防锈油。3、保存:整体清洁后待干燥后喷涂防锈油,并放置在干燥的常温环境中.高精度弹性夹套的日常维护与保养:高精度弹性夹套四个重要部分:1、夹套与夹持刃具的接触面;2、夹套与螺母间的接触面;3、夹套与刀柄锥孔的接触面;4、夹套收缩用狭缝。维护保养时要着重关注此四部分:1、使用前:确保该四个部分结构完整,没有损伤,没有锈迹;2、使用后:及时清洁附着在该四处的灰尘、铁屑并喷涂防锈油,如有损伤及时更换;3、保存:整体清洁后待干燥后喷涂防锈油。 BIG刀柄的大概费用是多少?陕西big刀柄pk

BBT30-MEGA8E-75BBT30-MEGA8E-90BBT30-MEGA6E-105BBT30-MEGA10E-50BBT30-MEGA10E-75BBT30-MEGA10E-90BBT30-MEGA13E-50BBT30-MEGA13E-75BBT30-MEGA13E-90BBT30-MEGA8E-105BBT30-MEGA10E-105BBT30-MEGA13E-105BBT30-MEGA10E-105/NLBBT30-MEGA10E-50/NLBBT30-MEGA10E-75/NLBBT30-MEGA10E-90/NLBBT30-MEGA10N-105/NLBBT30-MEGA10N-120/NLBBT30-MEGA10N-60/NLBBT30-MEGA10N-75/NLBBT30-MEGA10N-90/NLBBT30-MEGA13E-50/NLBBT30-MEGA13E-75/NLBBT30-MEGA13E-90/NLBBT30-MEGA13N-105/NLBBT30-MEGA13N-120/NLBBT30-MEGA13N-60/NLBBT30-MEGA13N-75/NLBBT30-MEGA13N-90/NLBBT30-MEGA16N-105/NLBBT30-MEGA16N-60/NLBBT30-MEGA16N-75/NLBBT30-MEGA16N-90/NLBBT30-MEGA20N-60/NLBBT30-MEGA20N-75/NLBBT30-MEGA20N-90/NLBBT30-MEGA25N-85BBT30-MEGA6E-105/NLBBT30-MEGA6E-75/NLBBT30-MEGA6E-90/NLBBT30-MEGA6N-105/NLBBT30-MEGA6N-120/NLBBT30-MEGA6N-60/NLBBT30-MEGA6N-75/NLBBT30-MEGA8E-105/NLBBT30-MEGA8E-50/NLBBT30-MEGA8E-75/NLBBT30-MEGA8E-90/NLBBT30-MEGA8N-105/NLBBT30-MEGA8N-120/NLBBT30-MEGA8N-60/NLBBT30-MEGA8N-75/NLBBT30-MEGA8N-90/NL福建日本BIG刀柄选择BIG刀柄的特点是什么?

BIG铣刀柄高精度铣刀柄,夹持直径φ12-φ.接口有:(BIGPLUS),BTBDV,(BIGPLUS)DV,HSK_A,BIGCAPTO,CK型ST配件“振动”的高刚性铣刀柄。BIG自创的狭缝机构,高精度、高夹持力。适用于立铣刀的重切削和高精度加工。保证高精度的狭缝结构为了同时获得稳定的跳动精度和强大的夹持力,此刀柄采用了BIG自创的狭缝结构。可以使夹持部充分的均匀变形,刃具柄部油膜,实现更稳定的夹持。作为基础柄使用也非常合适可以直接夹持和刀柄夹头同规格的刃具,当然也可以用直筒夹套变径夹持小规格的刃具,也可以用来夹持镗刀杆、铣刀杆等辅助刀杆使用,作为基础刀柄使用非常合适。HMC12J型(夹持直径:φ12)防干涉的纤细螺母外径φ32。从螺母端面向刀尖准确给油。
粗、精立铣刀用BIG美夹E型刀柄PAT.MEGAECHUCK.实现高速、强力立铣刀加工的立铣刀加工用弹簧夹头。一:具有很强夹持力的夹套设计;美夹E型夹套采用楔子效果更佳的小锥角,并通过增加刃具柄部的夹持长度实现了优异的夹持力和向心性,可发挥稳定的夹持性能。二:根据用途对应的内冷方法;带油封功能的内冷螺母。拆掉内部的PS密封圈后可以使用端面给油。三:有效抑制振动的厚壁本体;为了防止立铣刀加工引起的振动及加工面的倾斜,设计时将刀柄本体在厚度上提高一档。而且,通过将刀柄的杆部设计为锥体形状,有效改变了加工振动的传递,提高了振动的衰减效果。BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。哪家公司的BIG刀柄是比较划算的?

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。三棱锥两面定位BIGCAPTO刀具BIGCAPTOTOOLING。采用ISO标准的三棱锥形两面定位刀具系统。一:三棱锥形的两面定位刀具系统、1/20锥度的两面定位系统。大昭和精机于2000年获得授权生产。在车削加工中,由于三棱锥与主轴紧密贴合,可实现旋转方向上无间隙的理想系统。2008年11月成为ISO标准。刀尖高度的重复精度出类拔萃。没有间隙的三棱锥起到传动作用,实现了更高的重复精度。二:适合复合加工机的车削刀柄系列1.凭借丰富的刀片座、高效的模块化系统,提高了复合加工机的车削加工效率。丰富的旋削刀柄系列有弹簧夹头、铣刀柄、镗刀、攻丝刀柄、传感器、立铣刀、面铣刀柄……各种类型的旋转刀柄一应俱全。 上海质量好的BIG刀柄的公司。安徽plusBIG刀柄样本
质量好的BIG刀柄找谁好?陕西big刀柄pk
四、CK连接螺丝拆不下来 1、可能的原因分析:A、在锁紧CK连接螺钉时,因使用了加长杆使锁紧力过大,使锁紧螺钉的锥面和镗头的锥孔面产生了溶敷现象。B、因为加工相对较深的孔,系统刚性较弱,可能系统是在长期振动的情况下工作,导致螺钉与孔之间出现了熔敷现象 。2、建议:A、在锁紧CK连接螺钉时,请使用附带的扳手拧紧即可,严禁使用加长杆。B、可以通过调整切削参数等方法,尽量防止系统在长期振动的情况下工作。C、在锁紧螺丝时,一面左右转动镗头一面用合适的力矩锁紧。附:CK连接螺丝力矩要求CK1-2.5Nm,CK2-3Nm,CK3-5Nm,CK4-10Nm,CK5-20Nm,CK6-30Nm,CK7-75Nm。陕西big刀柄pk
与BIG刀柄相关的文章
山东高速BIG刀柄样本
- 哪里BIG刀柄 2024-06-25
- 浙江转角BIG刀柄选择 2024-04-21
- 山东附近BIG刀柄厂家报价 2024-04-18
- 江苏什么是BIG刀柄原理 2024-04-16
- 广东日本BIG刀柄出厂价 2024-04-12
- 江苏国产BIG刀柄图片 2024-04-09
- 上海热缩BIG刀柄原理 2024-04-08
- 金华big刀柄尺寸 2024-04-06
- 福建旧BIG刀柄官网 2024-04-03
- 上海可调节跳动BIG刀柄厂家报价 2024-03-31
- 江苏怎样BIG刀柄工厂直销 2024-03-30
- 安徽高速BIG刀柄官网 2024-03-28
与BIG刀柄相关的产品



与BIG刀柄相关的新闻
-
成都plusBIG刀柄优势 2024-03-22 00:46:52四、CK连接螺丝拆不下来 1、可能的原因分析:A、在锁紧CK连接螺钉时,因使用了加长杆使锁紧力过大,使锁紧螺钉的锥面和镗头的锥孔面产生了溶敷现象。B、因为加工相对较深的孔,系统刚性较弱,可能系统是在长期振动的情况下工作,导致螺钉与孔之间出现了熔敷现象 。2、建议:A、在锁紧CK连接螺钉时,请使用附带...
-
广东蹚BIG刀柄官网 2024-03-22 00:46:52一、BIG镗刀 刀片松动1、可能的原因分析:A、在装刀片时,刀片上、刀片座底面或侧面、刀片固定螺纹孔内以及刀片固定螺钉上可能有杂质未清理干净,导致表面上看似锁紧了,实际上刀片底面或侧面没有和刀片座有效贴紧,它们之间的接触刚性很差,当加工起来以后,由于受到切削力等作用就很容易松动。B、可能使用了已经到...
-
浙江怎样BIG刀柄特点 2024-03-20 02:19:47小径钻头・小径立铣刀用BIG美夹微型刀柄PAT.MEGAMICROCHUCK.螺母外径为φ10mm的纤细设计,将工件和夹具的干涉控制在很小限度。BIG纤细的本体设计,将工件、夹具的干涉限制在很小。建议用于高速、高精度的小型模具加工。夹套单体精度夹套口1μm以内,自创的锥度及导向设计,虽然外形精小,依...
-
江苏蹚BIG刀柄特点 2024-03-20 02:19:45BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。N/C车床用刀柄N...
与BIG刀柄相关的问题
与BIG刀柄相关的标签
新闻资讯
产品推荐
-

山东国产BIG大昭和代理商
2024-05-28 -

安徽高速BIG大昭和价格
2024-05-27 -
国产BIG大昭和刀片
2024-05-27 -

四川国内BIG大昭和型号
2024-05-26 -

广东国内BIG大昭和刀头
2024-05-26 -

成都液压大昭和刀柄厂商
2024-05-25 -

安徽国产BIG大昭和要多少钱
2024-05-25 -

广东国内BIG大昭和型号
2024-05-24 -

天津靠谱的BIG大昭和型号
2024-05-24