- 品牌
- ENRX,易孚迪
- 牌号
- Weldac
- 材质
- 碳素管,合金管
- 涂层
- 镀锌管,镀铬管
- 截面形状
- 矩形管,方管,圆管
- 连接方式
- 焊接式
- 加工定制
- 是
- 是否进口
- 是
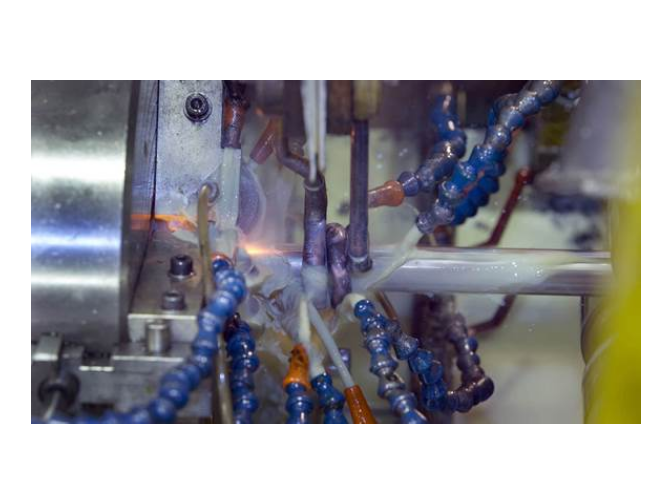
卫浴行业很多产品使用不锈钢或者黄铜管材,对焊接外观和尺寸精度要求很高,传统焊接方式容易导致管材变形,影响后续组装,Weldec 高频感应焊管能精确控制热输入,减少管材变形,保证尺寸精度,满足卫浴产品的生产要求。易孚迪感应设备(上海)有限公司的 Weldec 高频感应焊管,频率会根据管材尺寸自动调整,针对薄壁卫浴管材自动匹配合适的频率,焊接速度快,热量扩散少,管材变形小,后续组装容易,能提升卫浴产品的整体良品率,减少不合格品的产生,帮助企业降低生产成本,提升产品的市场竞争力。高频焊管可用于生产各种形状和尺寸的管材,如圆管、方管、矩形管等。镀锌管焊管感应器
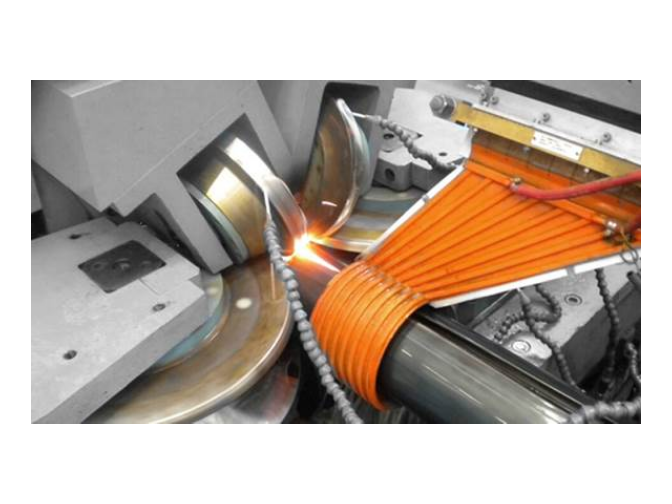
铝材焊接一直是管材焊接领域的难点,铝材导热快,焊接参数控制不好很容易出现焊缝气孔、未熔合等问题,影响管材的密封性与强度。Weldec 高频感应焊管经过技术优化,能稳定适配铝材的焊接加工,是经过市场验证的可靠解决方案。易孚迪感应设备(上海)有限公司的 Weldec 高频感应焊管,频率范围覆盖 60-500 千赫,能根据铝材的导热特性调整合适的焊接频率,控制焊接热输入量,减少焊接缺陷的产生,保证焊缝的强度与密封性。很多生产铝管材的企业使用后反馈,这款设备焊接铝材的一次合格率更高,减少了后续返修的工作量,提升了生产效率。EFD INDUCTION Weldec高频感应焊管机高频焊管在焊接过程中无需填充材料,保持了管材内部的纯净性,降低了环境污染。

管材生产企业经常需要切换不同尺寸规格的管材生产,换型效率直接影响企业的接单能力与生产成本,换型速度慢会耽误生产进度,增加损耗与人工成本。高中频感应焊管设备针对换型场景做了优化设计,能有效缩短换型时间,提升多规格生产的灵活性。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,感应器换型只需几秒钟的时间,换型完成后频率会根据每一个管的尺寸自动调整,不需要人工反复调试参数,缩短了换产时间,帮助企业快速承接不同规格的订单,提升整体生产收益,不管是固定尺寸大批量生产还是多尺寸小批量生产都能适配。
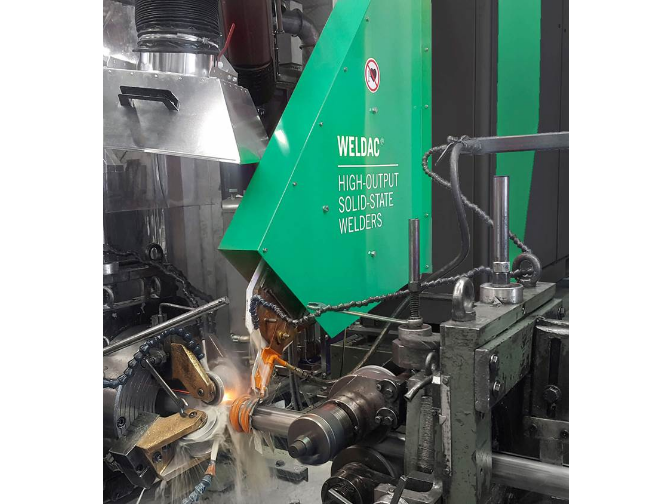
在金属管材生产领域,焊接环节是影响管材整体质量与生产效率的主要工序,传统焊接方式在焊接不同材质管材时容易出现焊缝强度不足、外观不平整等问题,影响后续使用。Weldec 高频感应焊管作为成熟的焊接解决方案,能适配多种金属管材的焊接加工,帮助生产企业提升管材焊接的质量与效率。易孚迪感应设备(上海)有限公司推出的 Weldec 高频感应焊管,属于高输出固态焊管机系列,久经行业应用验证,性能稳定可靠。它可以适配铝材、高强度钢、低碳钢和不锈钢等多种材质的管材焊接,能满足不同行业对管材材质的多样化需求,是管材生产企业值得选择的焊接设备。随着新兴产业的快速发展,直缝焊管在新材料、新能源等领域的应用前景广阔。
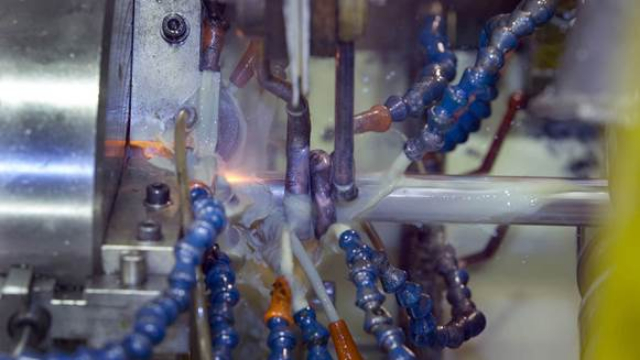
不锈钢管材广泛应用于食品加工、化工、卫浴等领域,不仅要求焊缝强度达标,还要求焊缝平整光滑,抗腐蚀性能满足使用要求,焊接质量不好会影响管材的使用寿命与使用安全。高中频感应焊管能适配不锈钢管材的焊接加工,满足这类管材的质量要求。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,频率调节精细,能根据不锈钢管材的厚度和尺寸自动匹配合适的焊接频率,控制焊接温度,避免过热导致不锈钢晶粒粗大,影响焊缝的抗腐蚀性能,焊接出来的焊缝平整,结合强度高,能满足相关行业的质量标准,帮助企业稳定生产合格产品。易孚迪(ENRX)的Weldac 高频焊管设备具有可靠的操作性能和稳定的生产能力。风冷式焊管设备
直缝焊管机可以通过调整焊接参数来控制焊接质量。镀锌管焊管感应器
铝材导热速度快,焊接过程中参数控制不当很容易出现焊缝气孔、未熔合等缺陷,影响管材的密封性与结构强度,一直是管材焊接领域的加工难点。高中频感应焊管经过技术优化,能精细控制焊接热输入,适配铝材的焊接特性,减少焊接缺陷的产生。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,频率范围覆盖60-500千赫,能根据铝材的导热特性自动匹配合适的焊接频率,控制热量输入,保证焊缝熔合均匀,提升焊接一次合格率,减少后续返修的工作量,帮助铝管材生产企业提升生产效率。镀锌管焊管感应器
高频感应焊管机的焊缝质量通过多环节控制实现,包括材料预处理、焊接参数优化及焊后检测。材料需去除油污、氧化皮,确保导电性;边缘需精确对齐,误差控制在±0.1mm内。焊接过程中,高频功率、焊接速度及挤压压力需协同调整,例如碳钢管焊接时,功率密度需达10-20kW/cm²,挤压压力控制在50-150MPa。焊后需进行外观检查、无损探伤(如超声波或涡流检测)及力学性能测试。易孚迪的设备配备在线监测系统,可实时显示焊接电流、温度及压力数据,并通过闭环控制自动调整参数。其感应线圈采用分段设计,可针对不同管径优化磁场分布,减少焊缝缺陷。公司作为ENRX集团在中国的技术基地,提供焊缝质量培训及工艺优化服务,确...
- 镀锌管焊管感应器 2026-05-18
- Weldec焊管设备 2026-05-17
- 高中频智能化感应焊管设备 2026-05-17
- SiC感应焊管装置 2026-05-16
- 磁性钢高中频焊管系统 2026-05-16
- Weldec高频感应焊管焊缝退火自动化线 2026-05-15
- 高频直缝焊管焊缝正火及退火 2026-05-15
- 高中频风冷式感应焊管机 2026-05-14
- 型钢焊管感应器 2026-05-14
- 法国Weldec中频双功能焊管电源 2026-05-13

- 镀锌管高频焊管生产线 2026-05-11
- 中频水冷式感应焊管电源 2026-05-10
- Sinac焊管正火及退火电源 2026-05-10
- 不锈钢管高中频焊管系统 2026-05-09
- 易孚迪焊管感应器 2026-05-08
- 磁性钢高中频焊管系统 2026-05-07



- 磁性钢高中频焊管系统 05-16
- Weldec高频感应焊管焊缝退火自动化线 05-15
- 高频直缝焊管焊缝正火及退火 05-15
- 高中频风冷式感应焊管机 05-14
- 型钢焊管感应器 05-14
- 法国Weldec中频双功能焊管电源 05-13
- 不锈钢管高频焊管电源 05-13
- 高频SiC感应焊管自动化线 05-12
- 高频智能化感应焊管设备 05-12
- ENRX Weldec中频双功能焊管 05-11