1.智能手需要实现的功能:(1)取未绕置铜线的磁环。需要绕置铜线的磁环从振动盘出来后停在了**的位置,此时,智能手将磁环夹起,放到递进轮中间,从而实现自动上料;(2)夹取铜线。智能手实现夹持住铜线,将铜线布到磁环上面;(3)压铜线穿过磁环。智能手上的压线杆构件能按设计原理那样将布在磁环上的铜线压过磁环;(4)取已经绕置完铜线的磁环。在铜线绕置完成后,智能手将磁环取出,放入**位置。2.拨线手需要实现的功能:拨线手把压线杆压过磁环的铜线下拉,由于压线部件长度有限,在部件将铜线压过磁环后,铜线并没有全部穿过磁环,需要机构将铜线全不穿过磁环。在设计时考虑到很难用单一的的一个机构来实现该动作,因此考虑用拨线手和分线手两个机构来共同完成将铜线全部穿过磁环的动作。3.拉线手需要实现的功能:拉线手将拨线手拉下的铜线拉扯开,使铜线全部通过磁环,以便进行下一圈的绕线。拉线手完成绕线基本原理里拉线这一步骤。4.翻转手需要实现的功能:铜线在穿过磁环后,需要被再次布在磁环上面以进行下一圈绕线,翻转手就是实现该功能的机构。5.剪线手需要实现的功能:铜线的预送和拉线手拉出所需要长度后的剪断需要一个机构来完成。 通常用于加工大多数变压器、电感和各类线圈。它是使用很是广的绕线机。 环型。芜湖智能绕线机自动化产线
全自动绕线机机械结构分析对于滚珠丝杠要求与驱动电机输出轴与之连接时的联轴器采用硬连接,大扭力绕线机,这样能够尽可能减小丝杠在转动时产生的扭动误差,同时水平运动工作台的运动也需要高精度的导轨来支撑,伺服扁线绕线机,保证丝杠实现平滑的水平传动,而不出现大的跳动,这就要求导轨的平行度,导轨间距,以及安装导轨的面的水平度都必须要是比较的高要求。所以一般安装面都要求进行刮研处理。导轨的滑动静摩擦力越小越好。国内变压器全自动绕线机的现状及发展1.卷制采用变频电机与机械六档变速相结合根据不同宽度的绕线需要不同的输出扭矩这一工艺特点,采用变频电机与机械六档变速相结合的方式,即实现了无级变频调速,又实现了电机功率的合理配置。因为要使大尺寸的绕线绕制紧密,需要的张力大,主轴要求低速大扭矩输出;而要使小尺寸的绕线绕制紧密,绕线机,需要的张力小,主轴要求高速小扭矩输出。若不用机械变速,输出1000Nm扭矩需要选用40kW的电机;而采用六档机械变速,同样输出1000Nm扭矩只需要选用3kw的电机。因此在国外设备变频调速的基础上采用了六档机械变速与其相结合,即扩大了变速范围(~357r/min),又节省了能源,降低了成本。 芜湖智能绕线机自动化产线由于滚珠丝杆与步进电动用的是柔性连接方式,对步进电动机机座定位面的要求和滚珠丝杆与导向杆件的装配。
安装在夹持送线固定座上用于将穿过夹持组件的线材输送到定子轮毂一侧的线嘴;排线装置包括安装在工作台上的安装横梁,安装在安装横梁上并能够沿着X轴运动的两个拨线组件,分别用于驱动两个拨线组件在X轴上运动的两排线驱动电机;每一个拨线组件上均设置有一可沿Z轴活动的排线档杆;轮毂驱动装置包括固定在工作台上的固定架,枢接在固定架上的转轴组件,用于带动转轴组件转动的定子轮毂驱动电机,定子轮毂安装在转轴组件的前端。转轴组件包括,芯轴;锁紧套;该锁紧套套装于芯轴的前端,其直径由芯轴的前端向着芯轴的后端逐渐减小;轴套,套接在芯轴上,该轴套的前端设置有套合在锁紧套外部的抓爪,定子套合在抓爪的外部;锁紧螺母,螺接在芯轴的后端部,轴套被限定在该锁紧螺母和锁紧套之间;固定架上安装有一锁紧电机,该锁紧电机用于带动锁紧螺母转动并向前挤压轴套。锁紧套和芯轴通过一个沿其二者径向穿过的锁定销同步联接。轮毂驱动装置还包括一固定在工作台上并位于定子轮毂一侧的CXD影像监视装置,以及位于安装在固定架上位于定子轮毂另一侧的定位传感器。安装横梁上设置有横向直线导轨,两拨线组件分别包括滑动的安装在横向直线导轨上的排线安装座。
深圳市金岷江智能装备有限公司是一家专业从事工业自动化控制系统设计与电机制造设备开发的技术实力型综合性企业,目前公司生产的主要产品有各种中小微型电机转子及定子绕线机,内绕式、空心杯式、双飞叉式、全自动扯线式、全自动上下料式绕线机。公司拥有一支雄厚的技术型人才队伍可实现工业自动化控制系统的设计到调试及售后的一站式服务,用实力践行对客户的承诺。多年来公司曾为多家大型生产型企业提供了系统的技术支持服务并用我们的行动获得了客户的信赖与持续的项目合作机会。公司坚持以走正道、做实事、敢负责任为企业特色来打造企业精神,以发展全集成自动化技术服务商为信念。坚信与客户的每一次合作都能于心无愧。热忱欢迎社会各界人士的咨询与来访!由主轴旋转,配合三维通过空间移动定位,使线材在一工件外层以螺旋线排列的绕线机。
日本有多家厂商效法,推出自己**的定子铁心分割方案。这一技术已开始引起国内个别厂家关注,并进行探索试验。目前,在IT领域,例如软盘、硬盘、光盘驱动器、DVD、CD主轴驱动器使用的无刷直流电动机由于市场竞争,大规模生产,价格已经相当低了。三、在电机设计方面,过去,无刷直流电动机大多采用整数槽设计。近年,分数槽技术在永磁无刷直流电动机的应用日益增多。无刷直流电动机采用分数槽技术有如下一些好处:1、对于多极的无刷电动机可采用较少的定子槽数,有利于槽满率的提高,进而提高电动机性能;同时,较少数目的元件数,可简化嵌线工艺和接线,有助于降低成本。2、增加绕组的短(长)距和分布效应,改善反电势波形的正弦性。3、有可能得到线圈节距y=1的设计(集中绕组),每个线圈只绕在一个齿上,缩短了线圈周长和绕组端部伸出长度,减低用铜量;各个线圈端部没有重叠,不必设相间绝缘。4、有可能使用**绕线机,直接将线圈绕在齿上,取代传统嵌线工艺,提高工效;5、提高电动机性能;槽满率的提高,线圈周长和绕组端部伸出长度的缩短,使电动机绕组电阻减小,铜损随之也减低,进而提高电动机效率和降低温升。6、降低齿槽反应转矩,有利于减少振动和噪声;总之。各种电动机,空心杯电机,转子,定子,引脚电感,贴片电感,变压器,电磁阀,一字电感,电阻片。济南大型绕线机设备厂家
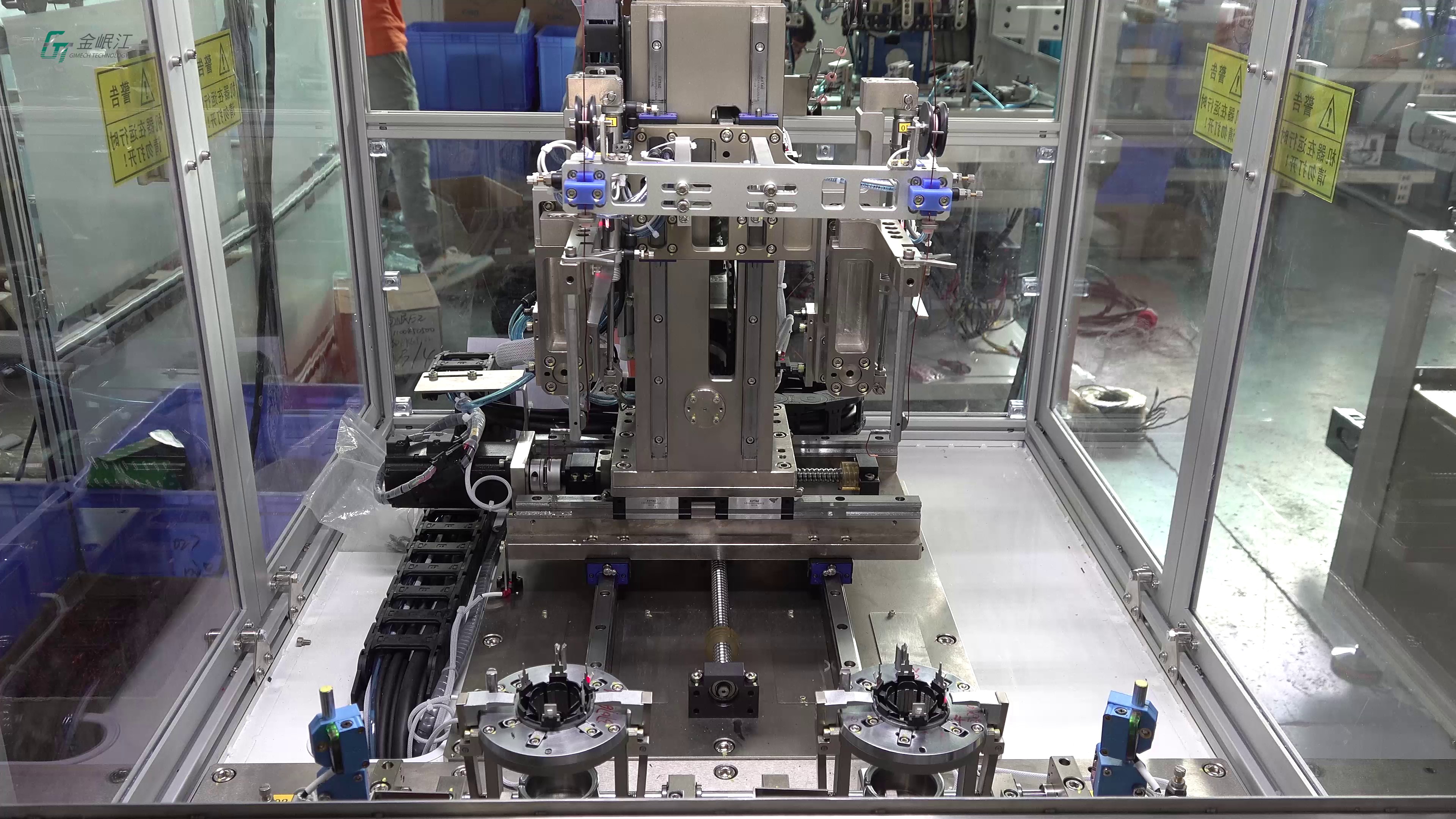
绕线机是由三相交流异步电机带动同步带和传动轴转动的。这样做,保证了绕线两侧主轴的转动是等速和同步的。芜湖智能绕线机自动化产线
***滑块23带着其上的***线夹25、第二线夹26、第三线夹27以及理线牙刷28在***滑轨22上向左移动至上个工序位处,理线牙刷28先夹住磁环**右端的铜线,然后***滑块23继续带着***线夹25、第二线夹26、第三线夹27以及理线牙刷28往左移动,直到***线夹25刚好能够夹住磁环**右端的铜线尾线,第二线夹26刚好能够紧挨着磁环夹住其右侧,第三线夹27刚好能够夹住磁环**左端的铜线尾线时停下,在理线牙刷28夹住磁环**右端铜线后,***滑块23继续往左移动的这个过程,就使得磁环从**右端的铜线到**左端的铜线都从理线牙刷28的内部走过一遍,充分起到了对磁环两端铜线的梳理捋直的作用,***线夹25、第二线夹26以及第三线夹27取到磁环后,***滑块23带着其上的***线夹25、第二线夹26、第三线夹27以及理线牙刷28在***滑轨22上往右移动,直到移动至第二滑轨33右下处停止,然后第二滑块34带着其上的第四线夹37与第五线夹38在第二滑轨33上往后移动,直到第四线夹37与第五线夹38刚好可以触摸到***滑块23上***线夹25、第二线夹26以及第三线夹27上的磁环时停下,然后第四线夹37夹住***线夹25与第二线夹26之间的铜线,第五线夹38夹住第二线夹26与第三线夹27之间的铜线,夹住后。芜湖智能绕线机自动化产线