- 品牌
- 亚特花辊
- 型号
- 通用
- 是否定制
- 是
雾面辊,根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项:尺寸精度起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。几何形状精度轴类零件的几何形状精度主要是指轴颈、外锥面、莫氏锥孔等的圆度、圆柱度等,一般应将其公差限制在尺寸公差范围内。对精度要求较高的内外圆表面,应在图纸上标注其允许偏差。雾面辊通过什么方式付款?湖南加热雾面辊制作设备
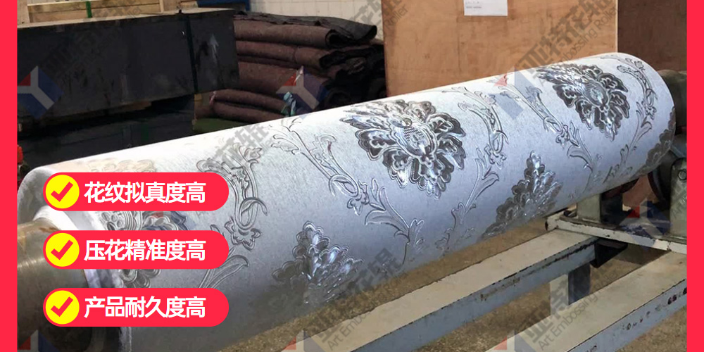
雾面辊,要在放卷装置和收卷装置之间设有起光机架,起光机架上装有雾面辊,雾面辊的进布方向的机架上设有导布辊和展布辊,雾面辊的出布方向的起光机架上设有冷却辊,起光机架上设有与雾面辊光辊配合的一个或两个压辊,在压辊的周边设有支撑辊和纠偏装置,在压花辊、支撑辊和纠偏装置外包裹有毛毡圈,在压辊的两端设有压力调节机构。该装置主要用于人造革的表面处理,增加成品革表面档次,增加表面的光泽和光亮度,也可造成皮革表面花纹高起的地方有亮点,沟底的地方不亮的效果。用一个大直径的雾面辊加热辊轮用耐热毛毡内的压力辊将人造革和镜面辊贴合,通过调节对人造革的压力、温度和熨烫时间来调节人造革的表面效果。湖南加热雾面辊制作设备雾面辊有什么优缺点?
雾面辊,临界点温度(近似值)Acm=780℃正火规范温度850~870℃,硬度179~229HBS。冷压毛坯软化处理规范温度740~760℃,保温时间4~6h,再以5~10℃/h的冷速,降温到≤600℃,出炉空冷。处理前硬度≤217HBS,软化后硬度≤163HBS。生铁屑保护摆动回火规范(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,再随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,共3个循环,再降温至550℃,出炉空冷。
雾面辊,雾面辊的特性:雾面辊均选用质量无缝钢管或合金钢(38crMoA142CrMo)作为基材,经机械加工,热处理成型,使硬度保证在HRC58?62°之间,表面镀硬铬。雾面辊中间可采用多重套管,安装螺旋内胆,以达到加热或冷却效果。使其温差小于1℃。雾面辊的制作工艺:先制作成镜面辊然后采用全自动喷砂机来制作消光辊、雾面辊,所制作辊面保证均匀一致,无色差等缺陷现象出现。雾面辊修复方法及注意事项,雾面辊这些压花辊的辊面的平直度、平衡度、不园度、同轴度等需要达到一定的要求,但在使用过程中也很难免损坏。那么,雾面辊该如何进行修复呢?徐州雾面辊哪家产品靠谱?
雾面辊,45号钢用于机械制造,这种钢的机械性能很好。但是这是一种中碳钢,淬火性能并不好,45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,这样就能得到需要的表面硬度。1.45号钢淬火后没有回火之前,硬度大于HRC55(较高可达HRC62)为合格。实际应用的较高硬度为HRC55(高频淬火HRC58)。2.45号钢不要采用渗碳淬火的热处理工艺。调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨。雾面辊的产品特点有哪些?湖南加热雾面辊制作设备
徐州雾面辊系统都有哪些公司做?湖南加热雾面辊制作设备
雾面辊,亚特花辊有着它独特的优势:花辊的发展离不开高精尖机械设备,减低了压花辊师傅的工作量工作强度,但是花辊师傅的作用仍然不可忽视,并且对压花辊师傅提出了更高的要求,以前只要会技术,会操作就行,现在压花辊师傅还要把高精尖机械和传统技术有效结合,让制作出的产品更生动,更精细更漂亮。花辊的价值主要体现在表面纹路上,纹路千变万化,深浅不一,在加工前就要定制出效果与工艺,对制作者经验要求度高,经验是需要在长期的实践中对各种花辊纹路的深刻理解,总结经验是在工作中必不可少的一项课题。湖南加热雾面辊制作设备
- 福建雾面辊材料 2024-05-13
- 辽宁不锈钢雾面辊设备 2024-05-09
- 河北哑光雾面辊报价 2024-05-03
- 江西制冷雾面辊求购 2024-05-02
- 四川工业雾面辊型号 2024-04-30
- 青海制冷雾面辊制作设备 2024-04-26

