
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
切割方式分切机主要采用两种切割方式:圆周切割和直线切割。圆周切割是指刀片在圆周方向上做旋转运动,同时刀片与材料一起进行直线进给,从而实现材料的圆形切割。直线切割是指刀片在材料上做直线运动,从而实现材料的直线切割。切割部件分切机的切割部件主要包括刀片、轴承和密封件。刀片是实现切割的关键部件,一般采用高度合金材料制成,具有锋利刃口和一定角度的斜面。轴承用于支撑刀片,同时保证其旋转或直线运动。密封件则起到密封作用,防止材料在切割过程中产生跑偏或吸湿等问题。传动部件分切机的传动部件主要包括皮带、轴套和轮座。皮带负责传递动力,连接主轴和刀片,保证刀片能够获得足够的切割力。轴套是轴承的定位件,起到固定轴承位置并保证其旋转精度的作用。轮座则是支撑皮带和轴套的基础部件。精度保证分切机的精度保证措施主要体现在设计精度和加工精度两个方面。设计精度主要是指机器结构的设计,包括刀片与材料的相对位置、轴承与轴套的配合精度等。加工精度则是涉及刀片、轴承、密封件等部件的加工质量,要求这些部件的尺寸和形位公差都必须达到一定标准。分切机,就选温州胜钥环保设备有限公司,有需要可以联系我司哦!贵州淋膜纸分切机厂商
分切机
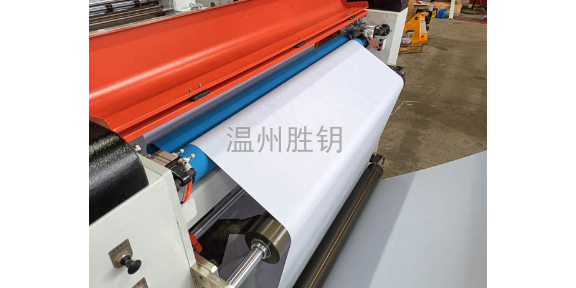
分切机是铝箔生产中不可或缺的重要设备,其主要任务是对轧制生产出来的铝箔进行分卷和剪切。具体来说,分切工序的任务就是将双合轧制的铝箔生产品进行分卷,按照客户要求的宽度和卷径进行精确切割,确保产品符合市场需求。其次,分切工序还需要将轧制过程中带过来的不合格品,如超厚、起皱、辊印等缺陷进行精确剔除,保证产品的内在品质。因此,对于用户来说,分切工序是一道加工工序,直接决定了产品的质量和客户满意度。根据铝箔分切厚度的不同,分切机分为厚箔分切机和薄箔分切机,以适应不同类型产品的生产需求。另外,根据分切机的卷取配置方式不同,又可分为立式分切机和卧式分切机。立式分切机是指两个卷取位置相对于地面垂直摆放的分切机,而卧式分切机则是两个卷取位置相对于地面水平位置摆放的分切机。不同的配置方式适用于不同的生产环境和产品需求,因此在选择分切机时需要根据实际情况进行选择。河南电脑控制分切机价格温州胜钥环保设备有限公司致力于提供分切机设备,欢迎您的来电!

收卷轴种类:A、气涨轴C、滑差轴如果张力过大,会卷取太紧,严重时拉断薄膜,使纸芯变形。如果张力偏小,有使薄膜轴向跑偏,端面不齐。卷取锥度的设定至关重要,如果锥度过大,膜卷的芯部较硬,外部较松弛;如果锥度过小,形成菊花壮花纹,膜卷过紧。张力锥度:张力逐渐增大或减小这一数值变化过程叫张力锥度。根据卷径大小来提前设定张力锥度范围。张力锥度的设定:A、根据初始卷径尺寸半径与周长设定米数与初始张力(放卷张力由大到小)B、根据卷径尺寸半径与周长设定米数与张力(收卷张力由小到大膜卷的放卷张力与收卷张力没有可比性膜卷接触压力是通过接触压力辊施加的,以此控制卷到膜间的空气量。如果接触压力大,卷进的空气量少,膜卷发硬。如果接触压力小,被卷进的空气量增大,膜卷松。如果卷取的速度快,被卷入的空气量也增加,此时要相应增大接触压力。
分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。温州胜钥环保设备有限公司是一家专业提供分切机的公司,有需求可以来电咨询!

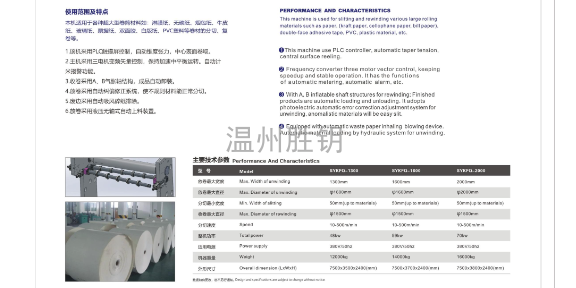
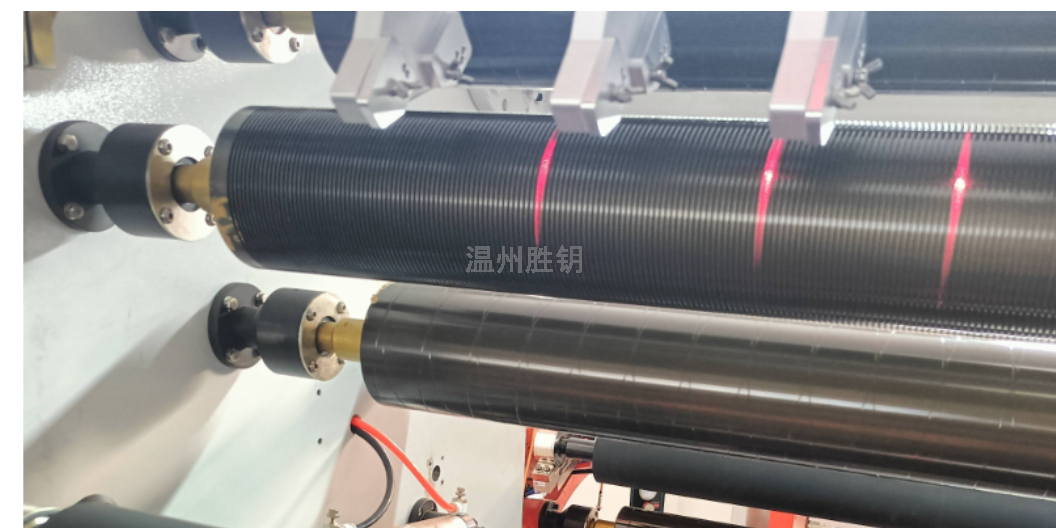
分切机是一种将宽幅纸张或薄膜分切成多条窄幅材料的机械设备,常用于造纸机械及印刷包装机械。自动分切机功能参数全自动分切机分切速度400m/min机器采用双变频电机控制,一个为主电机,另一个电机控制两个收卷轴。分切克重30g-500g,主机采用变频调速,保持加速中平衡运转。2.3”和6”的无轴气压锥顶放卷,激光式纸芯定位技术,自动纠偏修正系统,全自动张力控制,分段张力控制。3.剃刀(平刀)分切和刀槽分切两种分切方式,分切刀自动离合(可备选圆刀分切)。4.同时配备主接触压辊和辅接触压辊,滑差气胀轴收卷3或6英寸,接料平台,方便收卷卸料,自动卸料装置。分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,欢迎新老客户来电!青海纱布分切机供应
分切机设备,就选温州胜钥环保设备有限公司,让您满意,欢迎您的来电哦!贵州淋膜纸分切机厂商
切刀的日常维护,刀片齿口外侧粘有胶水或杂质切纸机的刀片齿口处经常会粘有胶水或其他杂质,导致刀片下不来。此时,需要先将切纸刀架上的刀片卸下来,使用适量的清洁剂将刀片齿口处外侧的胶水或杂质清理干净。清洁完毕后,再将刀片重新装回刀架上,检查是否能正常下落。刀轴锈蚀严重切纸机长时间未使用或未经定期维护,刀轴上可能会因为氧化而产生锈迹。刀轴锈蚀严重则会导致刀片下不来,此时需要使用专业的锈蚀清洗剂将锈迹清理干净,然后使用防锈润滑油对刀轴进行涂抹保养,确保切纸机的刀片能正常下落。调节螺丝过紧切纸机的刀片下不来还有可能是由于刀架上的调节螺丝过紧,这时只需要松开螺丝即可。如果刀片下落后还是不正常,可以使用调节螺丝调整刀片的下落角度,使其能够正常下落。切纸机主轴损坏切纸机主轴遭受损坏也会导致刀片下不来,此时需要更换主轴才能解决问题。在更换主轴时,应该选择适合您的切纸机型号的主轴进行更换。总之,切纸机刀下不来的原因是多种多样的,我们需要根据具体原因采取正确的解决方法,以确保切纸机的正常使用。如果您不知道具体原因或无法解决问题,建议您联系专业的维修人员进行维修,以免造成更大的损失。贵州淋膜纸分切机厂商
分切工艺的环保措施是确保生产过程符合环保法规和降低环境污染的重要手段。环保措施包括回收处理、减少环境污染和遵守环保法规等。例如,在生产过程中,应该对废料进行分类回收和处理,减少废料的产生和对环境的污染。同时,应该优先选择环保型的切割设备和材料,并遵守国家和地方的环保法规,确保生产过程的环保性。总之,分切工艺在多个领域都有广泛的应用,要想提高产品质量和生产效率,必须从材料选择、尺寸调整、表面处理、分切方法、精度控制、安全性和环保措施等多个方面进行考虑和优化。电脑高速分切机生产厂家。浙江高精度分切机价格分切机日常保养要点:为保证纸张、保单的裁切质量,平时需要对切纸机进行保养,要点如下:1.根据不同...
- 中国台湾玻璃纸分切机厂家 2026-07-04
- 北京卷筒纸分切机厂家 2026-07-01
- 山东分切机供应商 2026-03-29
- 安徽高精度分切机哪家好 2026-03-28
- 玻璃纸分切机供应商 2026-03-27
- 陕西分切机供应 2026-03-26
- 西藏全自动高精度分切机国标 2026-03-25
- 黑龙江高速分切机定制 2026-03-24
- 中国香港双胶纸分切机哪家好 2026-01-19
- 甘肃双胶纸分切机国标 2026-01-18


- 山东亚粉纸分切机定制 2026-01-11
- 内蒙古PVC塑料分切机供应 2026-01-10
- 广西泡棉分切机 2026-01-09
- 中国台湾白卡纸分切机精切度高 2026-01-08
- 天津无纺布分切机厂家 2026-01-07
- 云南亚粉纸分切机什么价格 2026-01-06




- 山东淋膜纸横切机厂商 07-07
- 吉林高速横切机哪家好 07-06
- 江苏全自动高速横切机供应商 07-05
- 中国台湾玻璃纸分切机厂家 07-04
- 中国台湾A4纸横切机哪种好 07-03
- 广西全自动横切机哪家好 07-02
- 北京卷筒纸分切机厂家 07-01
- 中国香港无纺布横切机 06-30
- 海南布类横切机厂家 06-29
- 云南牛皮纸横切机供应商 06-28