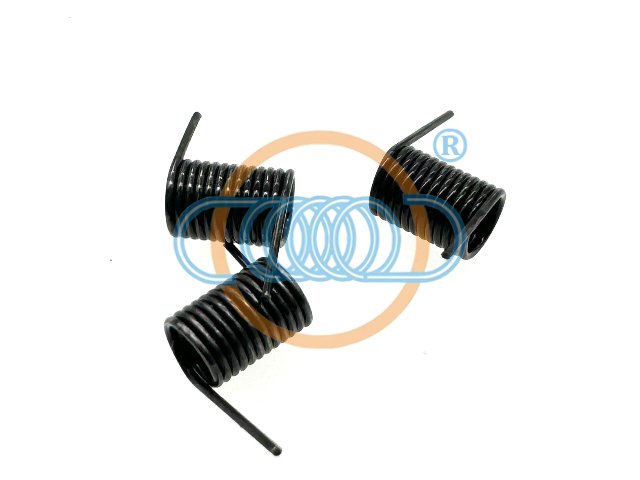
扭转弹簧又称(扭力弹簧)简称(扭簧)扭转弹簧是一种承受扭力矩的圆柱螺旋弹簧。它利用杠杆原理,通过对材质柔软、韧性较大的弹性材料的扭曲或旋转,使之具有极大的机械能。是承受扭转变形的弹簧,它的工作部分也是各圈或是紧密围绕或是分开围绕。扭转弹簧的端部结构是加工成各种形状的扭臂,由单扭至双扭,乃至各种扭杆之变形,得依设计成型。扭转弹簧常用于机械中的平衡机构,在汽车、机器、电器、玩具、等工业生产中使用。扭转弹簧,是由弹簧钢制成的、有扭曲弹性的杆。如果用手拧一根橡皮棒,使它扭曲,它会扭转一定角度,人们也会感到它的弹力。当放松时,它就会恢复原状。利用这个原理,就可利用金属扭转弹簧来作为汽车悬架的弹性元件。扭转弹簧的一端,固定在车架或车身上;另一端,固定在悬架的摆臂上并与车轮相连。车轮跳动时,摆臂使扭转弹簧发生扭转变形,储存能量,起到弹性元件的作用。扭杆的断面一般是圆形或管形一,少数为矩形。还有的为了使弹簧更柔软,采用多层扭片的组合断面。扭转弹簧的优点是结构简单,占用空间很小,适用于小型汽车。缺点是刚度受到扭杆长度的限制,不够柔软,乘坐舒适性不理想。弹簧的电镀一般有:镀镍,镀锌,镀银,镀金,镀铬,煲黑。广东琴钢线双边扭簧质量怎么样

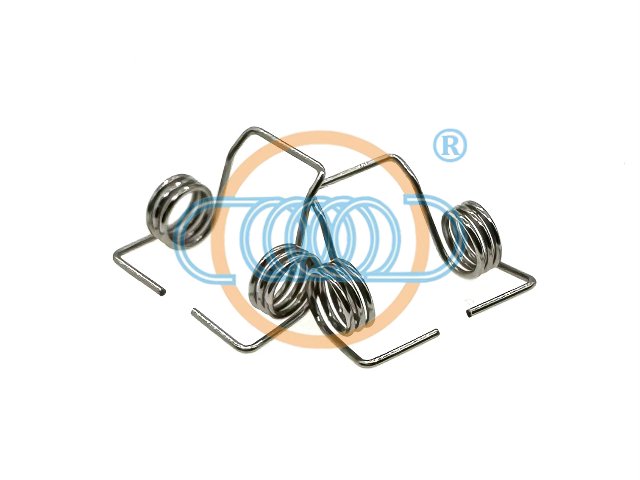
扭转弹簧是一种利用弹性来工作的机械零件。一般用弹簧钢制成。用以控制机件的运动、缓和冲击或震动、贮蓄能量、测量力的大小等广泛应用于计算机,电子,家电,照相机,仪器,门,摩托车,收割机,汽车,等行业!(1)扭转弹簧的冷成形工艺冷成形工艺一次性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。(2)扭转弹簧的热成形工艺热成形工艺速度能力。目前我国在(9~25)mm规格上的成形只有CNC2轴热卷簧机,速度每分钟17件。与发达国家相比之下差距较大。东莞耐高温扭转弹簧品质有保障吗扭转弹簧的材质决定了其适用场景和寿命。
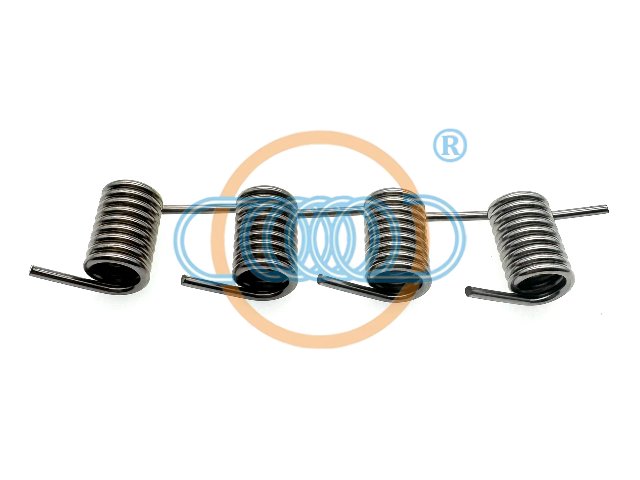
当弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。
弹簧热处理的目的就是在于充分发挥材料的潜力,使之达到或接近需要的力学性能,从而保证弹簧在使用状态下长期可靠的工作。玖胜弹簧厂家在选择材料时,会考虑到弹簧的用途,重要程度,使用条件,包括载荷性质,大小及循环特性,工作持续时间,工作温度和周围介质情况等。加工热处理和经济性等因素。同时,也会参照现有设备中使用的弹簧,选做出较为合适的材料。随着机械向高速度,重载荷,质量轻,体积小的方向发展,对弹簧也突出了更高的要求,为了消除不利的剩余应力,改善弹簧表层的应力分布状况,获得高的有效应力,除了在选着材料和热处理中采取措施外,不少弹簧厂家在弹簧的制造中,经常采用机械强化工艺,列如抛丸处理,强压,拉,扭处理等。弹簧定制,东莞弹簧厂家,汽车弹簧定制厂家,医疗弹簧,拉伸弹簧定制。
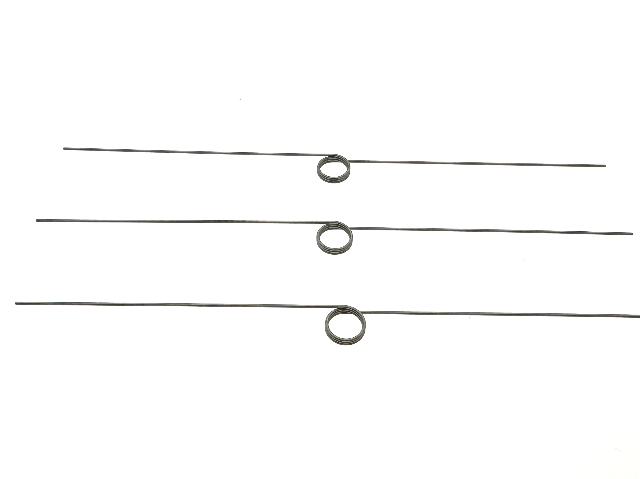
在根据开关具体需求选择扭转弹簧材料时,可从以下几方面考虑。首先看使用环境,若在潮湿或腐蚀性环境中,如海边或化工场所,应优先选用耐腐蚀的不锈钢材料,如304或316不锈钢,确保弹簧不会因腐蚀而失效。若在高温环境下,可考虑高温合金材料,它们能在高温下保持弹性和强度。其次考虑开关的工作载荷,轻载荷时可选择价格相对较低的碳素弹簧钢;中等载荷可用合金弹簧钢;重载荷则需高强度合金钢。再者,对于精度要求高的小型开关,可选用琴钢丝等弹性模量大、尺寸稳定性好的材料。同时,成本也是重要因素,要在性能满足需求的前提下,选择性价比高的材料,确保材料易获取,不影响生产进度。拉伸弹簧定制需提供的参数:材质,线径,长度,外径(内径),是否电镀或者提供配件定制。东莞耐热型扭转弹簧什么价位
拉伸弹簧定制-找玖胜拉伸弹簧制作厂家-三天出样。广东琴钢线双边扭簧质量怎么样
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。广东琴钢线双边扭簧质量怎么样