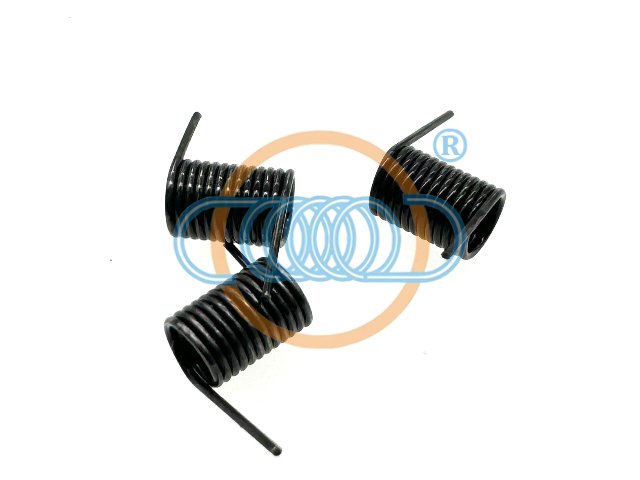
扭转弹簧通过对材质柔软、韧度较大的弹性材料的扭曲或旋转进行蓄力,利用杠杆原理释放,使被发射物具有一定的机械能。现代的扭转弹簧扭力杆多用弹性极好的钢材制造,形式也有很大变化,有机械表里面的游丝,有玩具陀螺里的动力弹簧,也有坦克、汽车里的扭力杆。扭力杆体积小扭力大,作为交通运输工具的避震工具再好不过了。1、缓和冲击和吸收振动:这类弹簧具有较大的弹性变形能力,可吸收振动和冲击量。如汽车、火车中的缓冲弹簧、联轴器中的吸振弹簧等等。2、控制机构的运动:这类弹簧要求在某一定变形范围内的作用力变化不大。如内燃机中的阀门弹簧、离合器中的控制弹簧,自动机床凸轮机构中的弹簧等等。3、储存能量:这类弹簧既要求有较大的弹性,又要求作用力较稳定。如钟表弹簧、自动机床中刀架自动返回装置中的弹簧等等。4、测量力的大小:这类弹簧要求其受力与变形呈线性关系。如测力仪及弹簧秤中的弹簧等等。弹簧的种类很多,按承受载荷的不同可分为拉伸弹簧、压缩弹簧、扭转弹簧和弯曲弹簧等。按弹簧形状不同可分为:螺旋弹簧、蝶形弹簧、环形弹簧、盘簧、板弹簧等。玖胜,您值得信赖的扭转弹簧品牌,我们用心为您打造每一款产品。广东耐腐蚀扭转弹簧加工订制
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。东莞不锈钢扭转弹簧订购拉伸弹簧的寿命受到多种因素的影响,如材质、工艺和使用环境等。
当我们开发一款新产品的时候,当中需要弹簧的时候,寻适合有实力有技术的弹簧生产厂家来配合是非常有必要的,1、图纸设计我们想要选购一款弹簧产品的时候要先将产品的数据设计出来,通过工程师绘图能更明白地与弹簧生产厂家沟通,绘制出一张弹簧图纸是购买弹簧配件的时重要的一个步骤。图纸的详细程度直接影响弹簧产品的质量效果。2、选择筛选供应商如果我们使用弹簧产品的话那么弹簧生产厂家就需要我们筛选,通过比较选择出适合我们的供应商,在互联网上弹簧生产厂家很多,我们要选择出质量和口碑都相对比较好的厂家来配合,也可通过实地的考察,了解我们选定的供应商是否适合我们。3、弹簧配件的材料比较当选择好了弹簧生产厂家合作生产弹簧配件的时候,我们可以与弹簧厂家进行技术交流,听取对方的建议结合我们的实际应用,选择出适合我们的弹簧原材料,不管是压簧、扭簧、卡簧还是一些特殊弹簧,作为弹簧的专业厂商都有自己的制造经验,通过交流我们能更正确选择我们的理想产品。
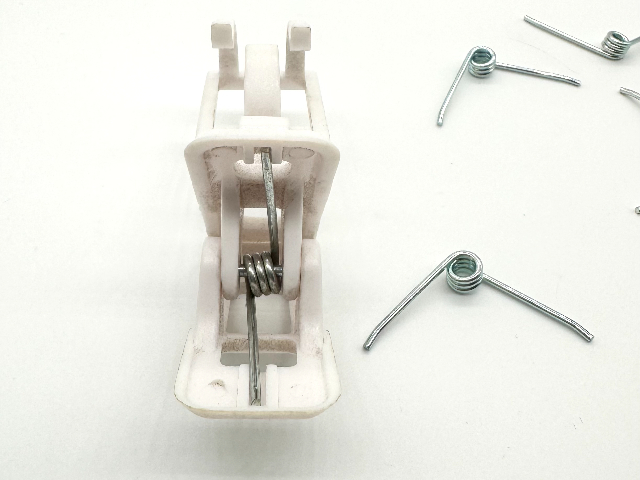
扭转弹簧是一种利用弹性来工作的机械零件。一般用弹簧钢制成。用以控制机件的运动、缓和冲击或震动、贮蓄能量、测量力的大小等广泛应用于计算机,电子,家电,照相机,仪器,门,摩托车,收割机,汽车,等行业!(1)扭转弹簧的冷成形工艺冷成形工艺一次性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。(2)扭转弹簧的热成形工艺热成形工艺速度能力。目前我国在(9~25)mm规格上的成形只有CNC2轴热卷簧机,速度每分钟17件。与发达国家相比之下差距较大。玖胜品牌注重研发创新,不断推出高性能的扭转弹簧产品。

弹簧电镀的工艺流程包括:打磨、清洗、电解处理、电镀、清洗、热处理等步骤。具体过程如下:1.打磨:根据弹簧的不同材质和电镀要求,选择合适的打磨材料对弹簧进行表面处理,以便于后续的清洗、电解处理和电镀。2.清洗:通过浸泡在清洗剂中或者喷淋清洗,去除表面污垢和油脂,保证电镀质量。3.电解处理:使用不同的酸碱度和电压对铜、镍等金属进行电解处理,以便于后续的电镀。4.电镀:将弹簧浸入电镀液中,利用镍、铬等金属离子的还原作用,通过电极反应使金属镀在弹簧表面,形成弹簧电镀层。5.清洗:用水和清洗剂将电镀后的弹簧表面清洗干净,以便于后续的热处理。6.热处理:对已经电镀的弹簧进行高温处理,使得电镀层与弹簧本身更好地结合,提高弹簧的强度和耐腐蚀性。玖胜专注耐疲劳弹簧多年,一站式贴心服务,如需弹簧,欢迎选购。耐疲劳扭簧订购
弹簧厂家哪家好?玖胜五金弹簧-专注行业20余年技术的经验。广东耐腐蚀扭转弹簧加工订制
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。广东耐腐蚀扭转弹簧加工订制